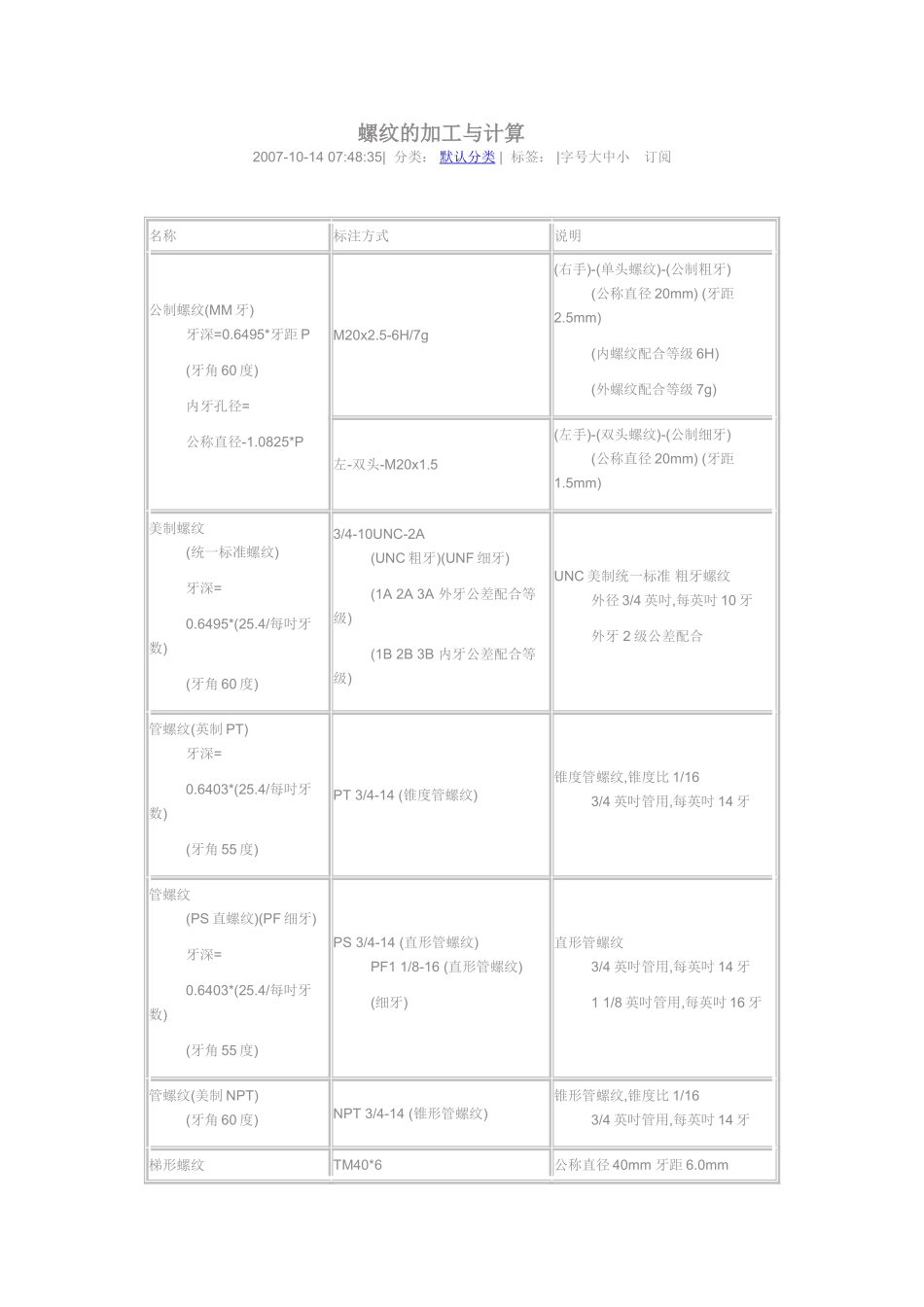
螺纹的加工与计算2007-10-1407:48:35|分类:默认分类|标签:|字号大中小订阅名称标注方式说明公制螺纹(MM牙)牙深=0
6495*牙距P(牙角60度)内牙孔径=公称直径-1
0825*PM20x2
5-6H/7g(右手)-(单头螺纹)-(公制粗牙)(公称直径20mm)(牙距2
5mm)(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头-M20x1
5(左手)-(双头螺纹)-(公制细牙)(公称直径20mm)(牙距1
5mm)美制螺纹(统一标准螺纹)牙深=0
6495*(25
4/每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A2A3A外牙公差配合等级)(1B2B3B内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙2级公差配合管螺纹(英制PT)牙深=0
6403*(25
4/每吋牙数)(牙角55度)PT3/4-14(锥度管螺纹)锥度管螺纹,锥度比1/163/4英吋管用,每英吋14牙管螺纹(PS直螺纹)(PF细牙)牙深=0
6403*(25
4/每吋牙数)(牙角55度)PS3/4-14(直形管螺纹)PF11/8-16(直形管螺纹)(细牙)直形管螺纹3/4英吋管用,每英吋14牙11/8英吋管用,每英吋16牙管螺纹(美制NPT)(牙角60度)NPT3/4-14(锥形管螺纹)锥形管螺纹,锥度比1/163/4英吋管用,每英吋14牙梯形螺纹TM40*6公称直径40mm牙距6
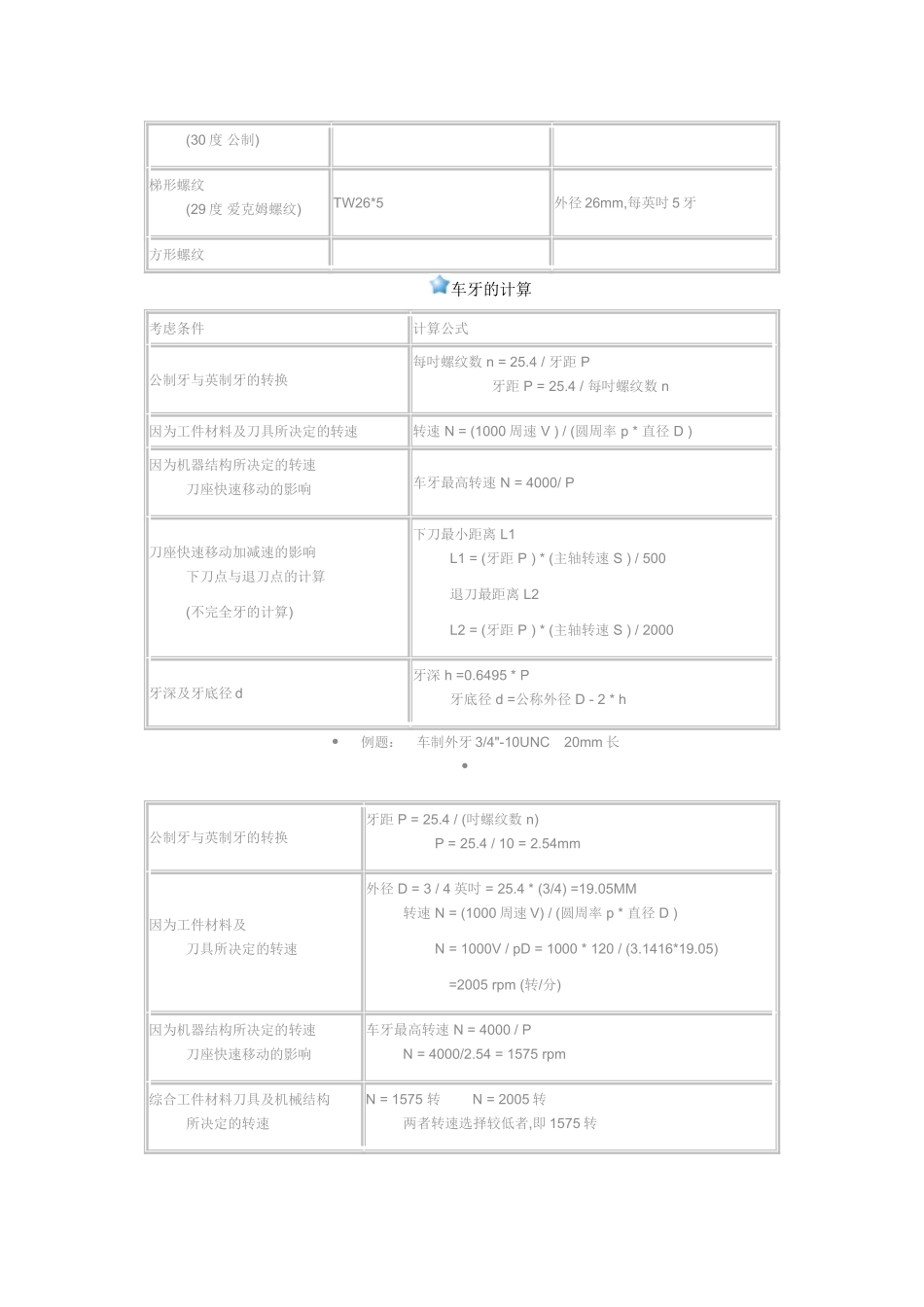
0mm(30度公制)梯形螺纹(29度爱克姆螺纹)TW26*5外径26mm,每英吋5牙方形螺纹车牙的计算考虑条件计算公式公制牙与英制牙的转换每吋螺纹数n=25
4/牙距P牙距P=25
4/每吋螺纹数n因为工件材料及刀具所决定的转速转速N=(1000周速V)/(圆周率p*直径D)因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N=4000