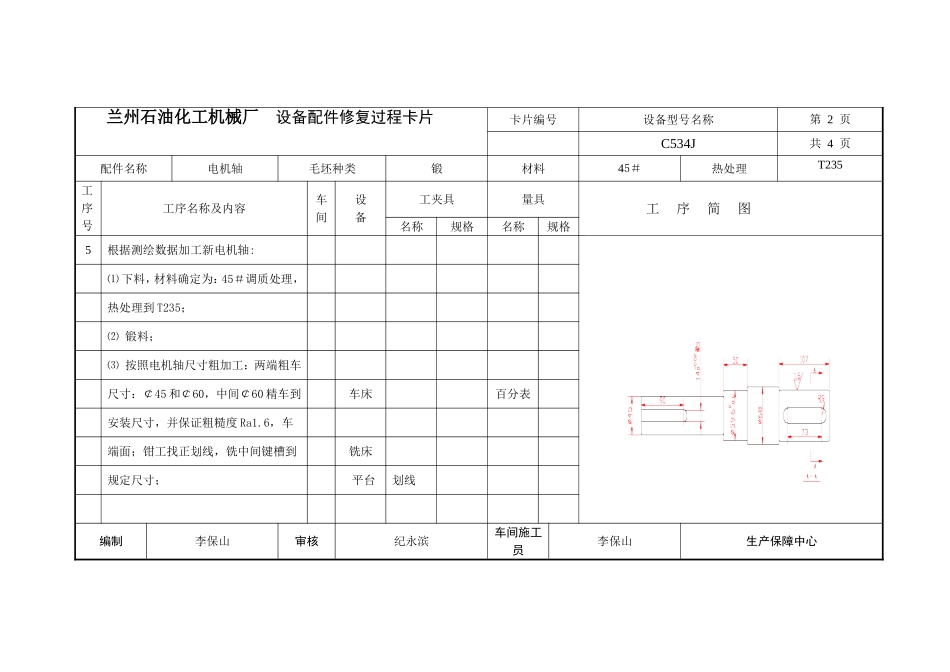
兰州石油化工机械厂设备配件修复过程卡片卡片编号设备型号名称第1页自制磨床共页配件名称导轨面毛坯种类材料热处理工序号工序名称及内容车间设备工夹具量具工序简图名称规格名称规格1234编制李保山审核纪永滨车间施工员李保山生产保障中心兰州石油化工机械厂设备配件修复过程卡片卡片编号设备型号名称第2页C534J共4页配件名称电机轴毛坯种类锻材料45#热处理T235工序号工序名称及内容车间设备工夹具量具工序简图名称规格名称规格5根据测绘数据加工新电机轴:⑴下料,材料确定为:45#调质处理,热处理到T235;⑵锻料;⑶按照电机轴尺寸粗加工:两端粗车尺寸:¢45和¢60,中间¢60精车到车床百分表安装尺寸,并保证粗糙度Ra1
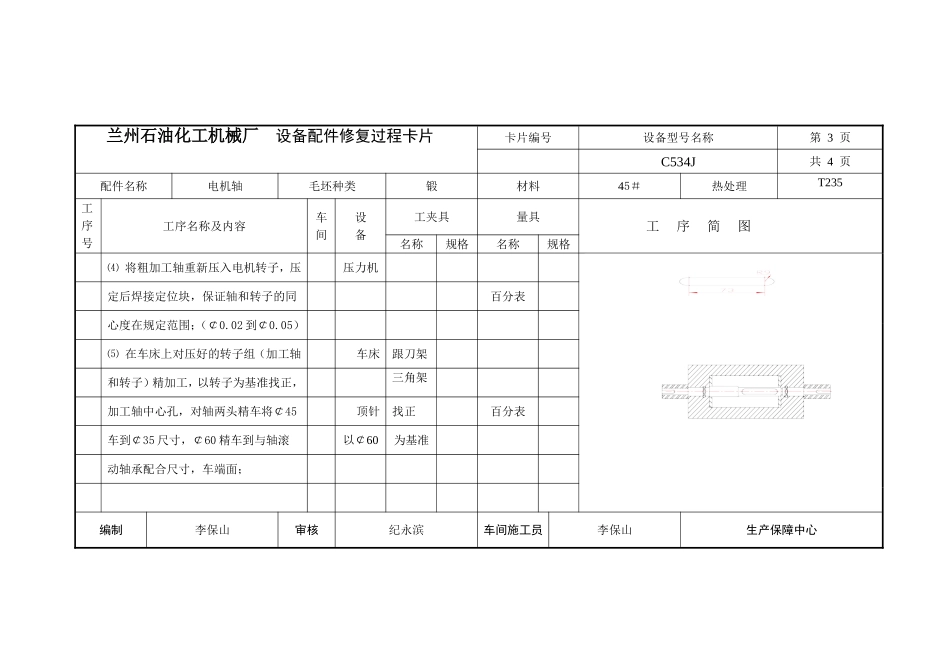
6,车端面;钳工找正划线,铣中间键槽到铣床规定尺寸;平台划线编制李保山审核纪永滨车间施工员李保山生产保障中心兰州石油化工机械厂设备配件修复过程卡片卡片编号设备型号名称第3页C534J共4页配件名称电机轴毛坯种类锻材料45#热处理T235工序号工序名称及内容车间设备工夹具量具工序简图名称规格名称规格⑷将粗加工轴重新压入电机转子,压压力机定后焊接定位块,保证轴和转子的同百分表心度在规定范围;(¢0
05)⑸在车床上对压好的转子组(加工轴车床跟刀架和转子)精加工,以转子为基准找正,三角架加工轴中心孔,对轴两头精车将¢45顶针找正百分表车到¢35尺寸,¢60精车到与轴滚以¢60为基准动轴承配合尺寸,车端面;编制李保山审核纪永滨车间施工员李保山生产保障中心兰州石油化工机械厂设备配件修复过程卡片卡片编号设备型号名称第4页C534J共4页配件名称电机轴毛坯种类锻材料45#热处理T235工序号工序名称及内容车间设备工夹具量具工序简图名称规格名称规格⑹钳工划线,轴两端铣键槽;平台划线6将加工好的电机转子组进行回装:⑴电工测试电流,轴试运转,回装;万用表⑵钳工回装:电机连接轴,