高速磨床动态性能分析湖南大学机械与汽车工程学院�(410082)��陈根余�朱定军�尤卫民湖南工业职业学院�(410007)��申晓龙摘�要�基于提高高速磨削表面质量,系统研究了高速外圆磨床动力特性
通过设计动态性能试验,找到了样机的振动薄弱环节和主要振源,提出了改进措施
关键词�高速外圆磨床�动态性能�振源�改进措施引言高速磨削是一种高效磨削,在提高磨削效率同时怎样提高磨削表面质量是一个具有十分重要理论与实践意义的课题[1~3]
基于砂轮线速度过高所引起的振动恰是精密磨削中所忌讳的
本文首先对样机MS1320型高速外圆磨床进行全面动态性能试验[4],找出振动薄弱环节和主要振源,提出抑制振动措施;然后结合动力分析与动态设计,改进样机研制出新型高速高精度低粗糙度外圆磨床
1�动态性能试验试验在样机MS1320型高速外圆磨床上进行
采用实验模态分析法对整机进行动态分析
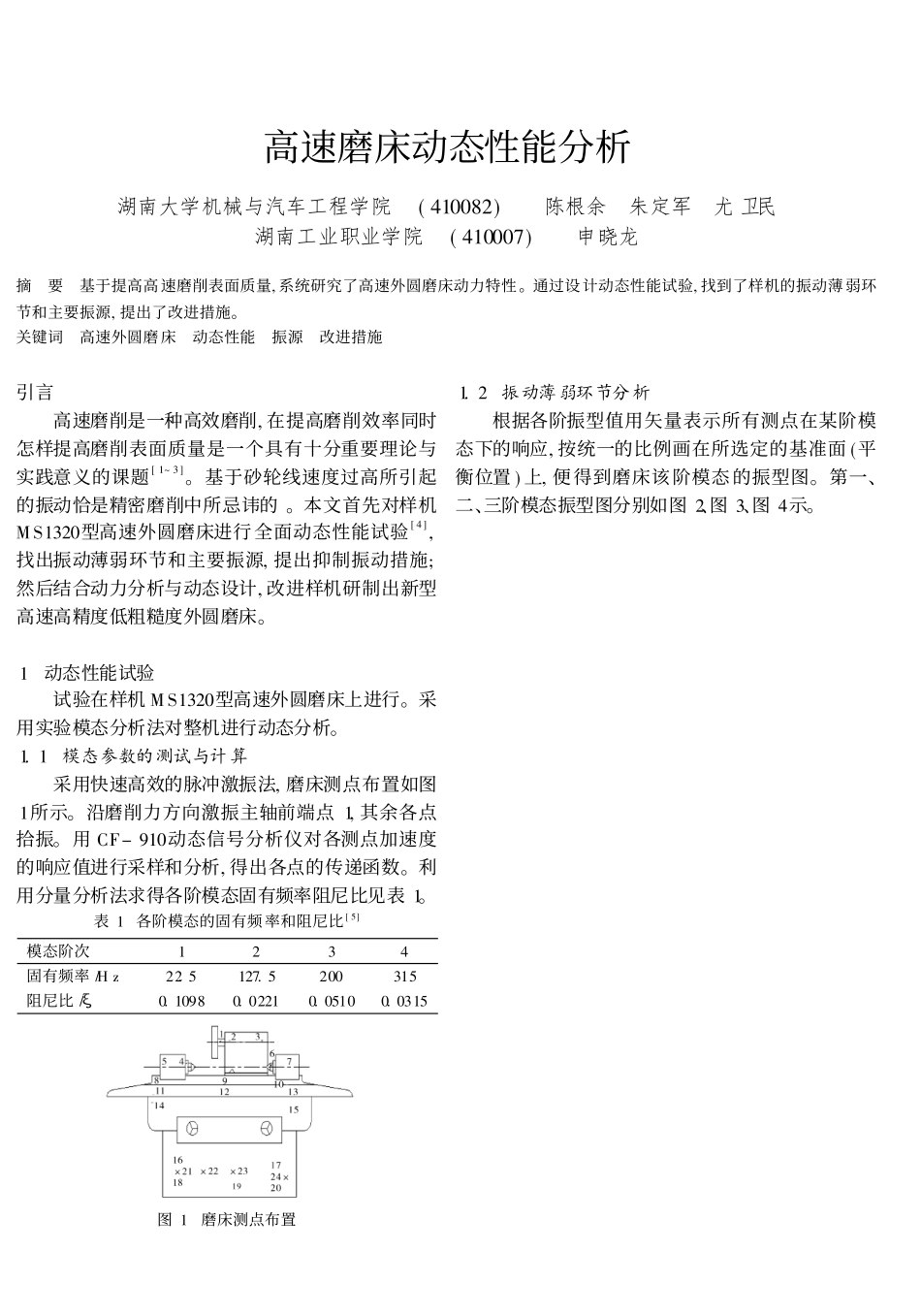
1�模态参数的测试与计算采用快速高效的脉冲激振法,磨床测点布置如图1所示
沿磨削力方向激振主轴前端点1,其余各点拾振
用CF-910动态信号分析仪对各测点加速度的响应值进行采样和分析,得出各点的传递函数
利用分量分析法求得各阶模态固有频率阻尼比见表1
表1�各阶模态的固有频率和阻尼比[5]模态阶次1234固有频率/Hz22
5200315阻尼比/�0
0315图1�磨床测点布置1
2�振动薄弱环节分析根据各阶振型值用矢量表示所有测点在某阶模态下的响应,按统一的比例画在所选定的基准面(平衡位置)上,便得到磨床该阶模态的振型图
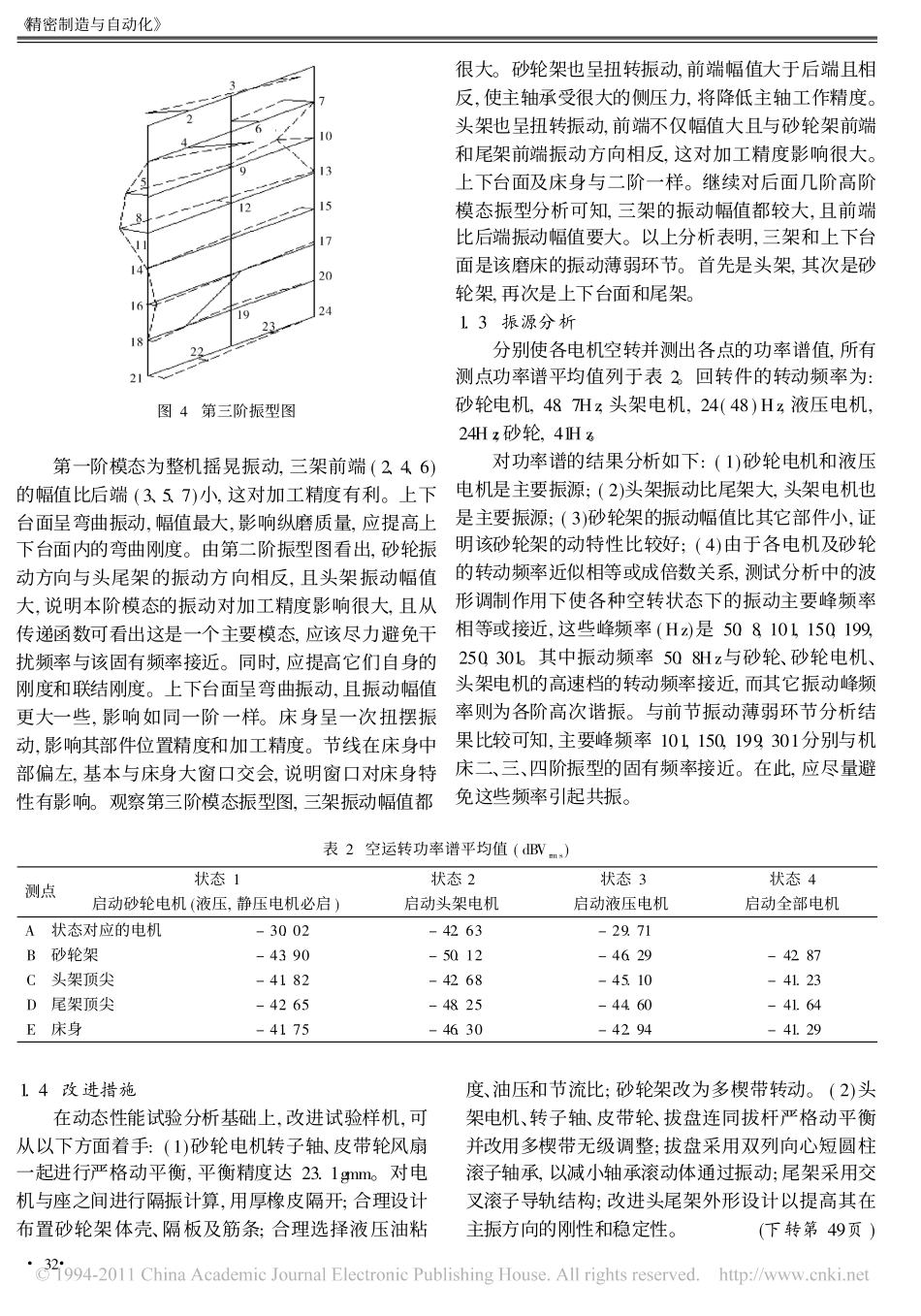
第一、二、三阶模态振型图分别如图2、图3、图4示
图2�第一阶振型图图3�第二阶振型图�31�2006年第2期(总第166期)图4�第三阶振型图第一阶模态为整机摇晃振动,三架前端(2、4、6)的幅值比后端(3、5、7)小,这对加工精度有利