1制程质量控制工序质量的控制点工序质量控制点是企业为了使工序处于良好的控制状态,保证产品质量达到规定的要求
在生产过程中必须重点控制产品的质量特性、关键部位、薄弱环节和主导因素等内容
工序质量控制点设置工序质量控制点的设置对象主要有两个,具体如图4-6所示
r口某道工序的关键特性或是重要的工艺条件,如铸造过程中铁水的温度、机械加工中的尺寸精度、形状精度等图4-6工序质量控制点的设置2
工序质量控制点设置步骤工序控制点的设置主要包括6个步骤,具体如图4-7所示
◎结合有关质量体系文件,按质量环节明确关键环节和部位需要的特殊质量特性及主导因素◎按工厂要求填写数据记录表、控制图和操作记录,按规定时间抽样检验、记_录数据并计算打点,保持图、表和记录的清楚与准确要求6I◎在现场中发现工序品质有异常波动的,应立即分析原因并采取措施◎熟记操作规程和检验规程,严格按“作业指导书”和“工序品质管理表”和_“工序品质管理表”的规定进行操作与检验要求4]-一-一◎积极开展自检活动,认真贯彻执行自检责任制和工序控制点管理制度要求5:◎清晰要求1'◎学习并掌握现场品质管理基本知识,了解现场工序所用数据记录表和控制表及其他控制手段的用法及作用,懂得计算数据和打点工序控制点对生产作业人员的要求主要包括6个方面,具体如图4-8所示
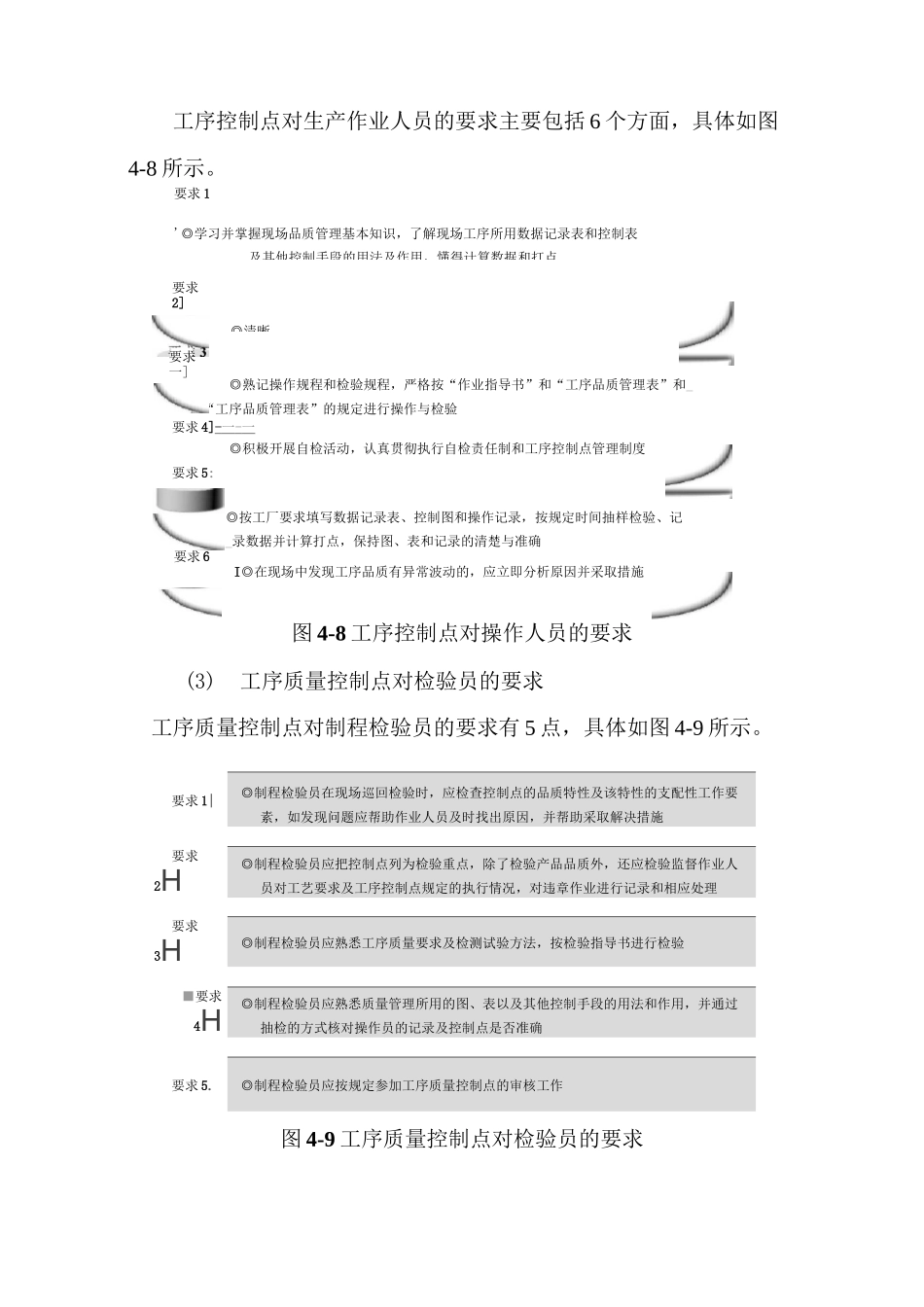
图4-8工序控制点对操作人员的要求(3)工序质量控制点对检验员的要求工序质量控制点对制程检验员的要求有5点,具体如图4-9所示
要求1|◎制程检验员在现场巡回检验时,应检查控制点的品质特性及该特性的支配性工作要素,如发现问题应帮助作业人员及时找出原因,并帮助采取解决措施要求2H◎制程检验员应把控制点列为检验重点,除了检验产品品质外,还应检验监督作业人员对工艺要求及工序控制点规定的执行情况,对违章作业进行记录和相应处理要求3H◎制程检验员应熟悉工序质量要求及检测试验