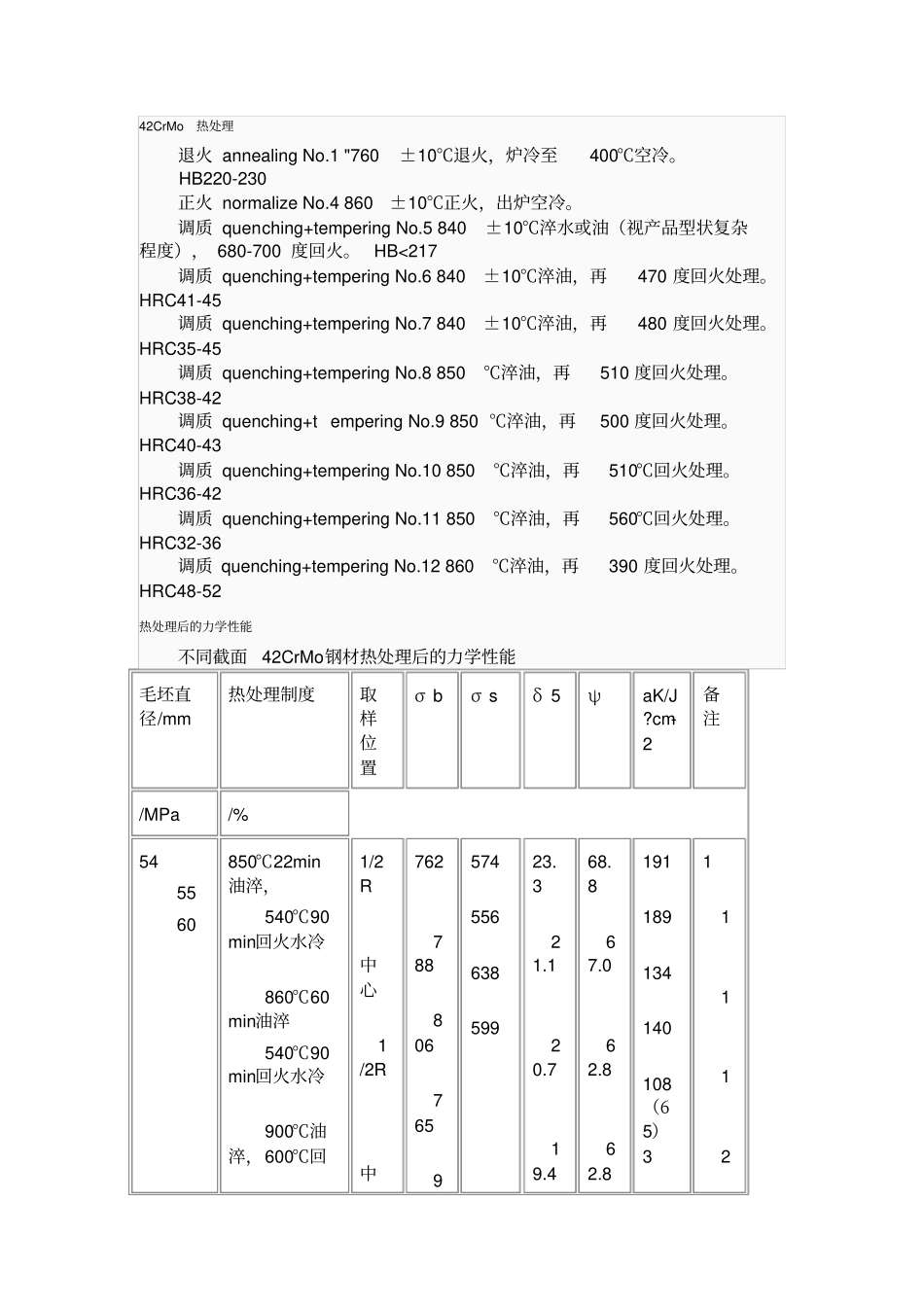
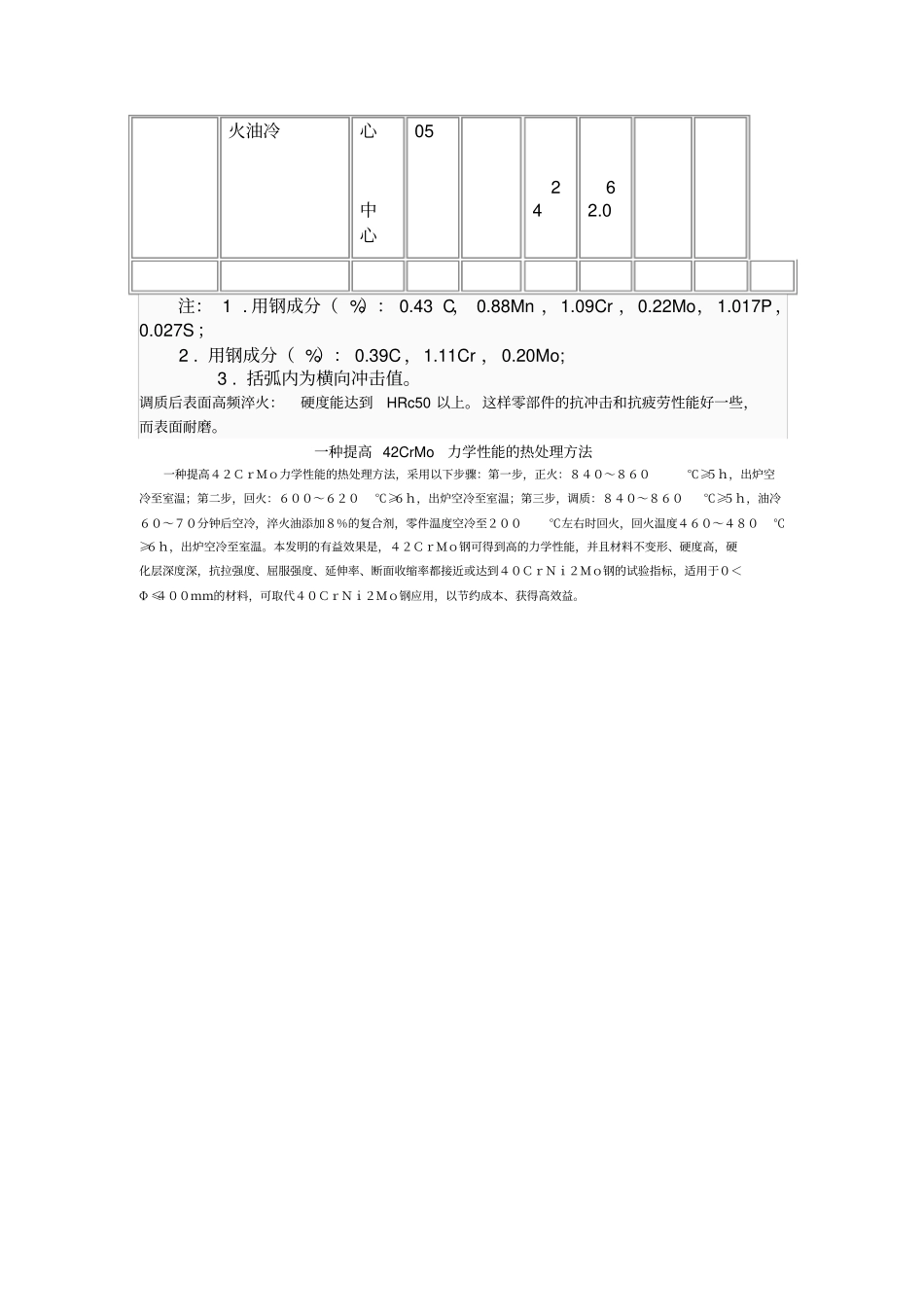
机车柴油机曲轴热处理方法将曲轴置于热处理井式加热炉中,预热到400℃-500℃,保温1-3小时;将预热的曲轴吊出并水平放置在支撑架上;在每对曲柄之间焊接拉筋;拉筋材料为Q235A,焊接电流140A,焊条R317牌号;将焊接完毕后的曲轴置于热处理井式加热炉中,400-500℃预热,保温1-3小时;600-700℃均温,保温1-3小时;800-900℃加热,保温6-8小时;之后进行调质淬火,淬火后回火,400-500℃均温,保温1-3小时;520-620℃加热,保温8-10小时;切掉拉筋。具有设备简单、好操作、省时省力、加工成本低、控制误差容易的优点。机车柴油机曲轴表面加工工艺机械在机车柴油机曲轴的生产过程中经常出现工艺裂纹,这不仅影响曲轴的加工质量,而且影响工厂生产计划的完成并造成很大的经济损失。研究发现,对于工艺流程复杂的工件,在每道冷、热加工工序后,其表面残余应力都有明显的变化。因此可将表面残余应力的变化规律作为分析与评判各工序合理性的一项重要的表征指标。本成果以曲轴为研究对象,采用磁弹性应力测量方法,对曲轴各工序后的表面残余应力状态进行无损检测,分析研究其变化规律,从而为确定曲轴的最佳冷、热加工工艺流程和工艺参数提供了科学方法.42CrMo特性及适用范围:强度、淬透性高,韧性好,淬火时变形小,高温时有高的蠕变强度和持久强度。用于制造要求较35CrMo钢强度更高和调质截面更大的锻件,如机车牵引用的大齿轮、增压器传动齿轮、后轴、受载荷极大的连杆及弹簧夹,也可用于2000m以下石油深井钻杆接头与打捞工具,并且可以用于折弯机的模具等。化学成份碳C:0.38~0.45硅Si:0.17~0.37锰Mn:0.50~0.80硫S:允许残余含量≤0.035磷P:允许残余含量≤0.035铬Cr:0.90~1.20镍Ni:允许残余含量≤0.030铜Cu:允许残余含量≤0.030钼Mo:0.15~0.2542CrMo许用应力42CrMo许用应力186~310/MPa,屈服点930σs/MPa,42CrMo强度、淬透性高,韧性好,淬火时变形小,高温时有高的蠕变强度和持久强度。42CrMo用于制造要求较35CrMo钢强度更高和调质截面更大的锻件力学性能抗拉强度σb(MPa):≥1080(110)屈服强度σs(MPa):≥930(95)伸长率δ5(%):≥12断面收缩率ψ(%):≥45[1]冲击功Akv(J):≥63冲击韧性值αkv(J/cm2):≥78(8)硬度:≤217HB试样尺寸:试样毛坯尺寸为25mm42CrMo热处理退火annealingNo.1"760±10℃退火,炉冷至400℃空冷。HB220-230正火normalizeNo.4860±10℃正火,出炉空冷。调质quenching+temperingNo.5840±10℃淬水或油(视产品型状复杂程度),680-700度回火。HB<217调质quenching+temperingNo.6840±10℃淬油,再470度回火处理。HRC41-45调质quenching+temperingNo.7840±10℃淬油,再480度回火处理。HRC35-45调质quenching+temperingNo.8850℃淬油,再510度回火处理。HRC38-42调质quenching+temperingNo.9850℃淬油,再500度回火处理。HRC40-43调质quenching+temperingNo.10850℃淬油,再510℃回火处理。HRC36-42调质quenching+temperingNo.11850℃淬油,再560℃回火处理。HRC32-36调质quenching+temperingNo.12860℃淬油,再390度回火处理。HRC48-52热处理后的力学性能不同截面42CrMo钢材热处理后的力学性能毛坯直径/mm热处理制度取样位置σbσsδ5ψaK/J?cm-2备注/MPa/%545560850℃22min油淬,540℃90min回火水冷860℃60min油淬540℃90min回火水冷900℃油淬,600℃回1/2R中心1/2R中762788806765957455663859923.321.120.719.468.867.062.862.8191189134140108(65)311112火油冷心中心052462.0注:1.用钢成分(%):0.43C,0.88Mn,1.09Cr,0.22Mo,1.017P,0.027S;2.用钢成分(%):0.39C,1.11Cr,0.20Mo;3.括弧内为横向冲击值。调质后表面高频淬火:硬度能达到HRc50以上。这样零部件的抗冲击和抗疲劳性能好一些,而表面耐磨。一种提高42CrMo力学性能的热处理方法一种提高42CrMo力学性能的热处理方法,采用以下步骤:第一步,正火:840~860℃≥5h,出炉空冷至室温;第二步,回火:600~620℃≥6h,出炉空冷至室温;第三步,调质:840~860...