0受控状态:文件编号:气割工艺守则版本:C编制:审批:分发号:生效日期:1适用范围1
1本守则规定了利用氧—乙炔或氧—丙烷(液化石油气)火焰,进行手工或机械切割的一般技术要求及气割质量等级和尺寸偏差
2本守则适用于我公司压力容器、锅炉等产品的常用低碳钢和低合金钢材料的下料切割、坡口切割及成型零部件和孔的切割等
2引用标准、编制依据GB9448《焊接与切割安全》ZBJ59002
3《热切割气割质量和尺寸偏差》ZBJ59002
5《热切割气割表面质量样板》ZY(GR)-07/1《下料工艺守则》3气割的一般技术要求3
1从事气割作业的人员必须经理论和技能培训,熟悉所用设备、工具和气体的使用性能,掌握安全操作技术和事故应急处理方案,并经安全技术部门考试合格后,方可持证上岗操作
2气割加工中,对气割设备及操作安全应遵守GB9448《焊接与切割安全》的有关具体规定
3设备使用过程中,应严格遵守操作规程和维护保养规定
4割炬操作的基本要求:,先开少量预热氧(阀门开约四分之一圈),然后开燃气阀,再点燃混合气
,先关闭切割氧气,再关闭可燃气和预热氧
,应立即关闭切割氧,然后依次关闭可燃气和预热氧,以防止回火火焰倒燃
,割炬关火后,应立即关闭氧气瓶和可燃气瓶的供气阀,松开减压器的调节螺杆
4气割前的准备4
1对所用设备、气体及其减压装置的可燃气供气接头等,均应仔细检查保证设备、仪表及气路处于正常状态
,应检查其射吸能力,等压式割炬应保持气路畅通
由于射吸式割炬使用较为普遍,故本标准所列可燃气压力参数主要用于射吸式割炬
2使用自动或半自动气割机时,工作前应进行空运转,检查机器运行是否正常,控制部分(包括电气或数控系统)是否损坏失灵
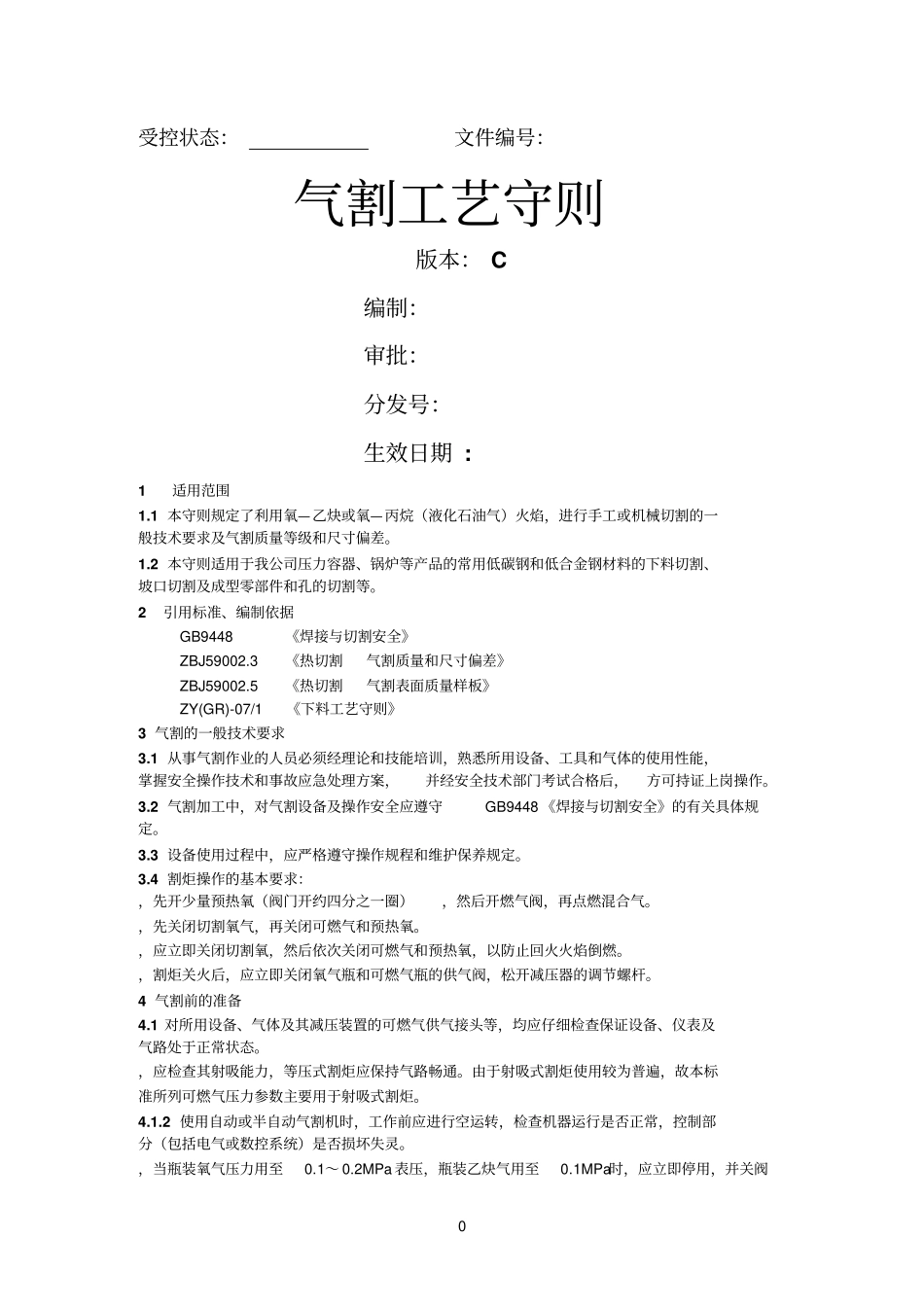
,当瓶装氧气压力用至0
2MPa表压,瓶装乙炔气用至0
1MPa时,应立即停用,并关阀1保留其余气体
2检查工件材质和下料标记,熟