ABBB-B旋转10
0516+0
05A-AR1R1
2汽车散热器主片零件冲压工艺分析及改进江铃汽车集团江西新电汽车空调系统有限公司程云云毛建平【摘要】:通过对以往散热器主片在冲压过程中产生的质量问题,不断的研究和分析并进行相应的工艺改进,最终确定了该产品可靠、合理的冲压工艺,保证了产品质量和生产要求
关键词:汽车散热器、主片、工艺、改进;【Abstract】:Byinvestigationandanalyzingofthequalityissuespresentedinthepressingprocessofradiatorheader,andimprovementofrelevantprocessingtechnology,wefinallyconfirmreliableandreasonableprocessingtechnologyoftheproduct;ensurethequalityandproductionrequirement
KeyWords:Vehicle,Header,processingtechnology,improvement
1引言汽车散热器是发动机冷却系统的关键部件之一,主要由水室、主片、散热管、散热带、护板、密封条等零件组成
其中主片是与散热管及水室之间相互配合后,形成密闭的散热器循环系统,是关键的连接部件,该零件质量的好坏直接影响到散热器的产品合格率
以下主要通过对主片冲压工艺的研究和分析,并进行相应的改进,来提高和改善产品质量
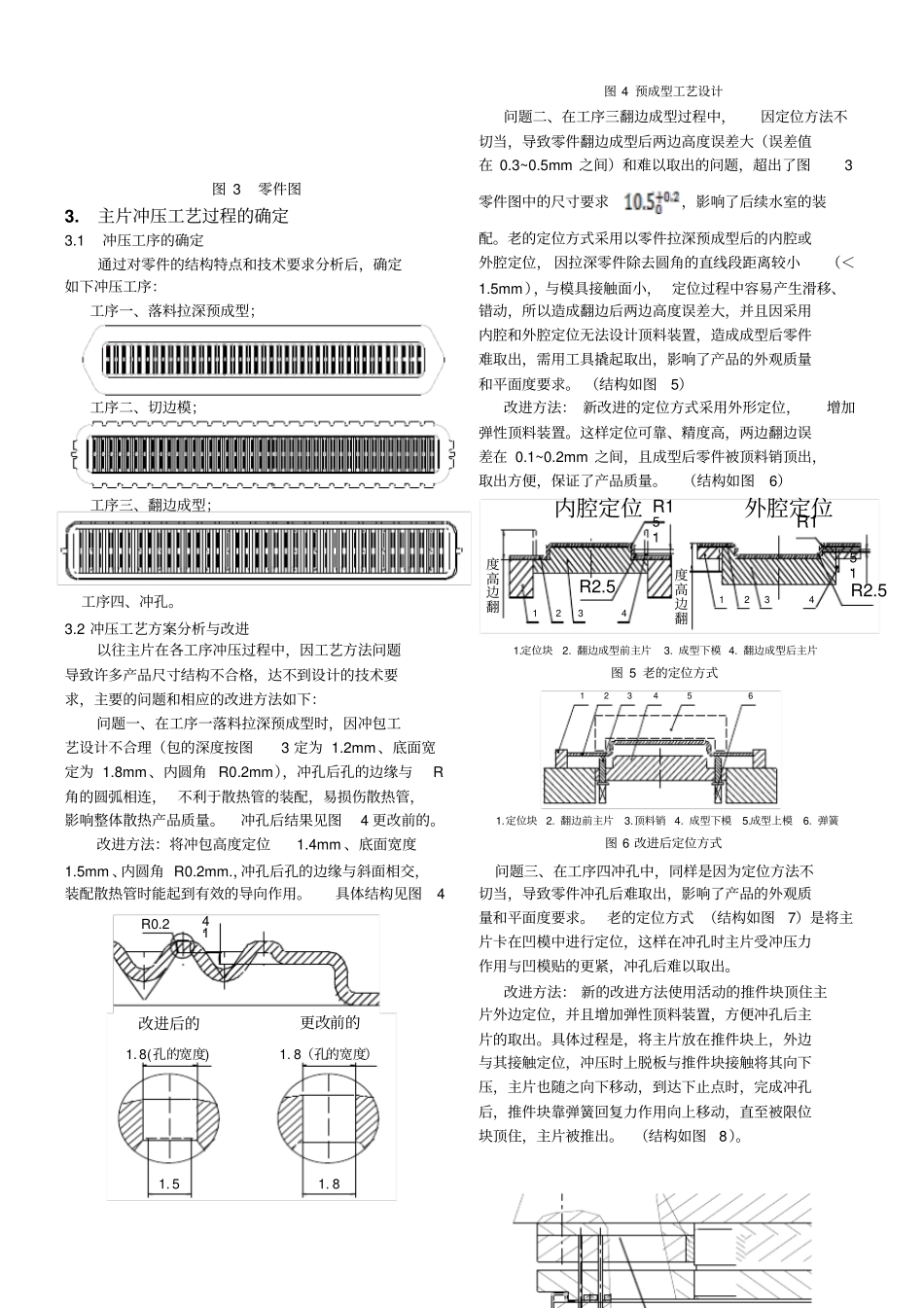
主片与其它零件的配合关系如图1
主片密封条散热管水室图1主片配合关系2
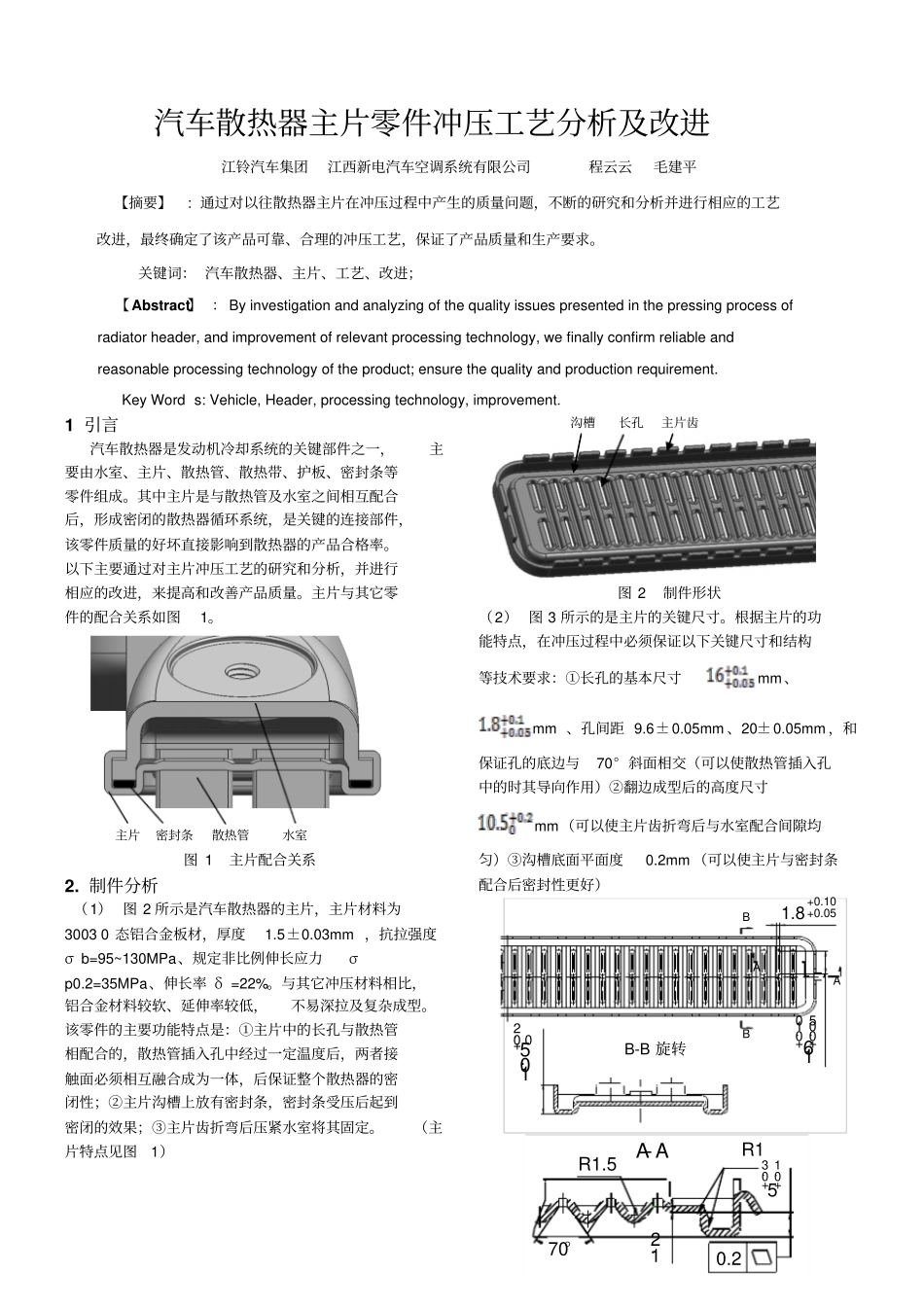
制件分析(1)图2所示是汽车散热器的主片,主片材料为30030态铝合金板材,厚度1
03mm,抗拉强度σb=95~130MPa、规定非比例伸长应力σ