火工矫正通用原则1通用工艺船号:标记数量修改单号签字日期火工矫正通用原则工艺图号:编制校对页码共5页第1页标检NanjingWujiazuiShipbuildingCo
,LTD审核火工矫正通用原则21
火工矫正的原则工艺1)常用的火工矫正方法:a)长条形(线状)加热法;b)矩条形加热法;c)马蹄形加热法;d)楔形(三角形)加热法;e)半圆形加热法;f)十字形(松叶状)加热法;g)圆点形加热法;h)链式密点加热法
2)火工矫正加热应符合下表规定的要求
项目标准范围允许极限备注表面最高加热温度高强度钢Ceq>0
38%加热后立即水冷时650℃以下650℃碳当量Ceq碳当量计算公式:加热后空气冷却时900℃以下900℃加热后空气冷却后再水冷时900℃以下空冷下降到500℃以下水冷900℃(空冷)500℃(水冷)高强度钢Ceq>0
38%AH~DH加热后立即水冷或空冷时1000℃以下1000℃高强度钢Ceq>0
38%EH加热后立即水冷或空冷时900℃以下900℃3)船体结构中典型变形特征的火工矫正工艺由于船体结构十分复杂,故产生的变形也多种多样
但根据其变形的特征,可以归纳为典型的几类,并可按不同的变形特征来选用相适应的矫正工艺
几种典型变形特征的火工矫正工艺要求见下表
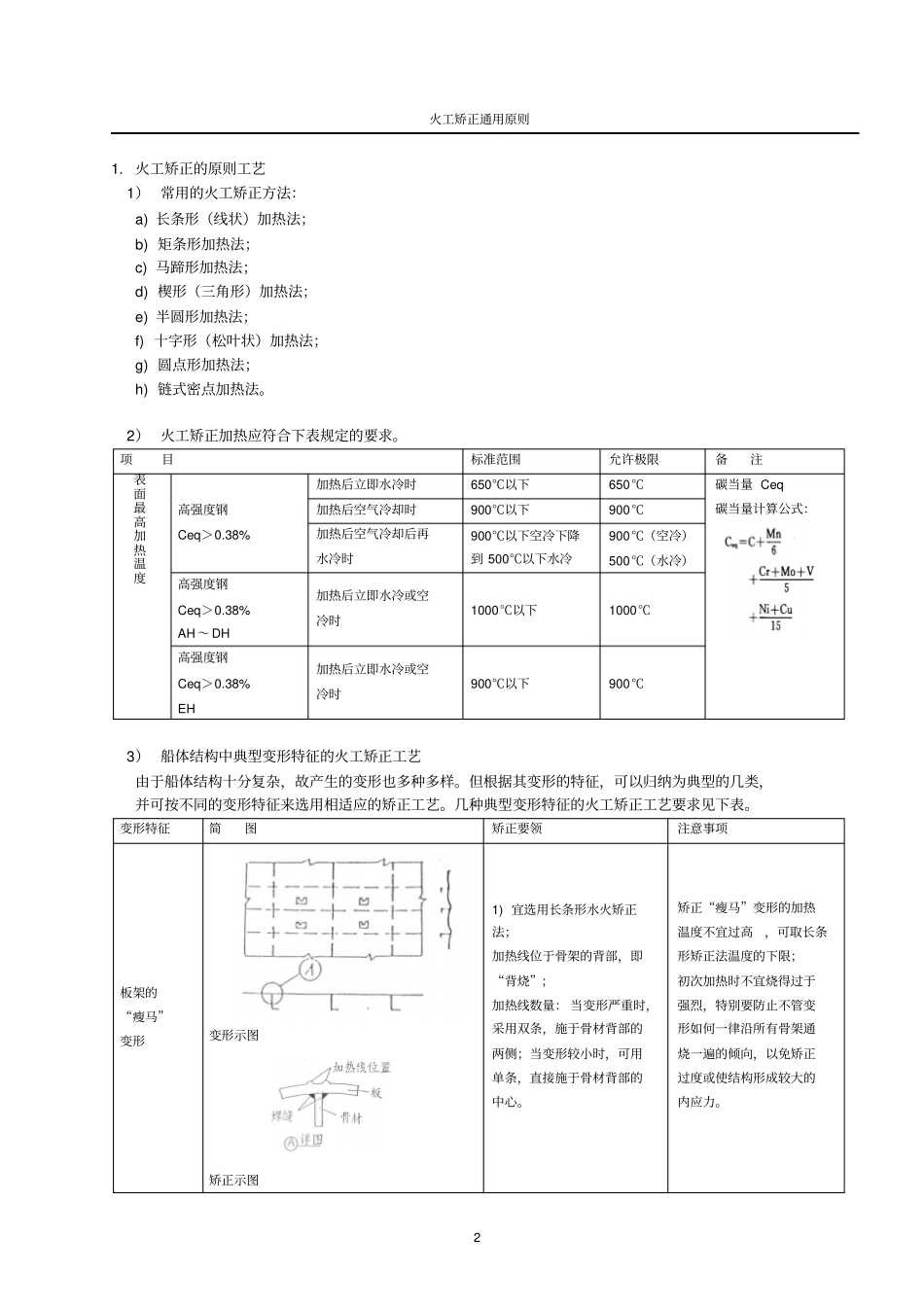
变形特征简图矫正要领注意事项板架的“瘦马”变形变形示图矫正示图1)宜选用长条形水火矫正法;加热线位于骨架的背部,即“背烧”;加热线数量:当变形严重时,采用双条,施于骨材背部的两侧;当变形较小时,可用单条,直接施于骨材背部的中心
矫正“瘦马”变形的加热温度不宜过高,可取长条形矫正法温度的下限;初次加热时不宜烧得过于强烈,特别要防止不管变形如何一律沿所有骨架通烧一遍的倾向,以免矫正过度或使结构形成较大的内应力
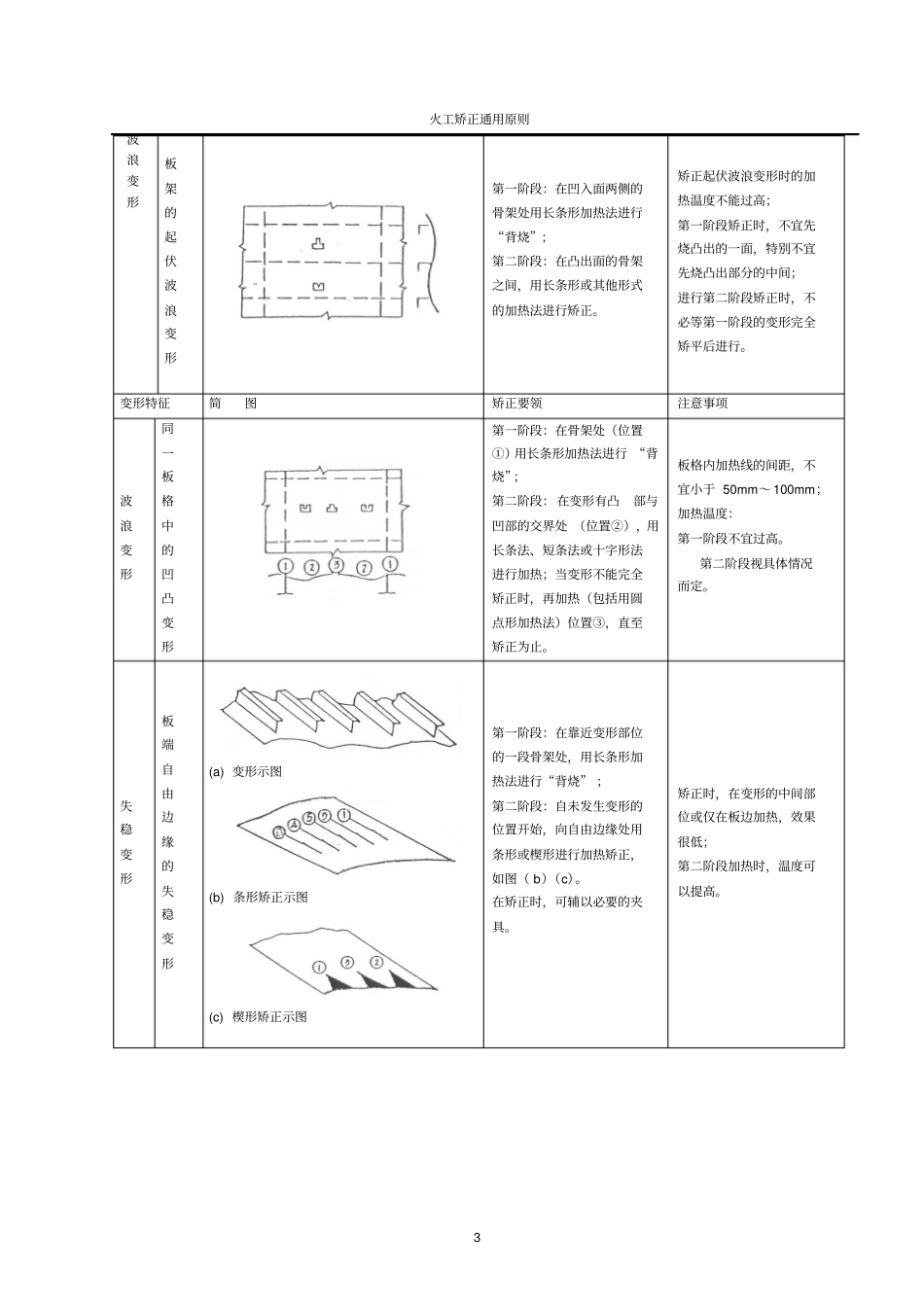
火工矫正通用原则3波浪变形板架的起伏波浪变形第一阶段:在凹入面两侧的骨架处用长条形加热法进行“背烧”;第二