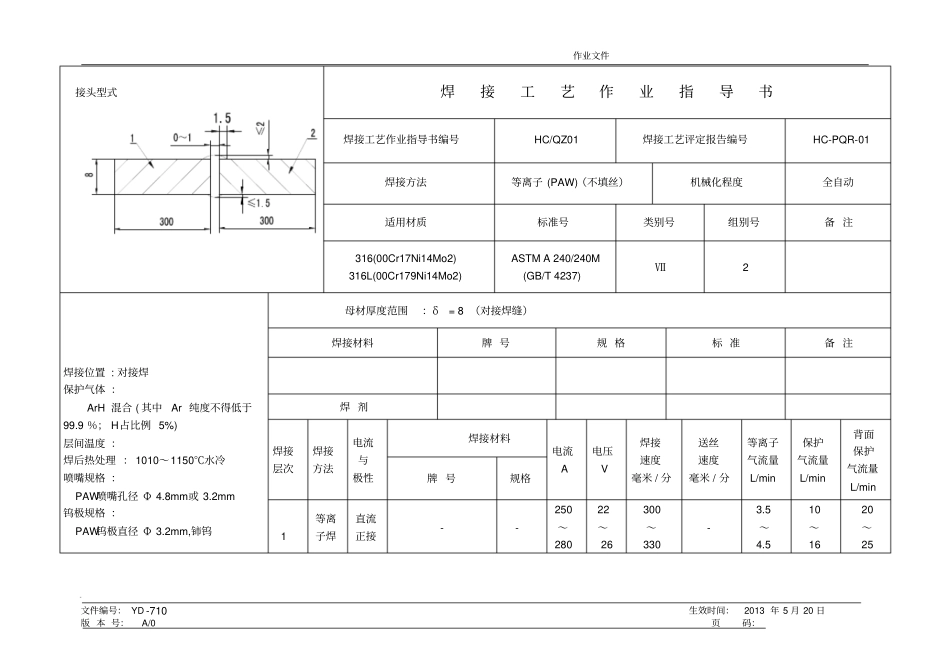
作业文件文件编号:YD-710生效时间:2013年5月20日版本号:A/0页码:接头型式焊接工艺作业指导书焊接工艺作业指导书编号HC/QZ01焊接工艺评定报告编号HC-PQR-01焊接方法等离子(PAW)(不填丝)机械化程度全自动适用材质标准号类别号组别号备注316(00Cr17Ni14Mo2)316L(00Cr179Ni14Mo2)ASTMA240/240M(GB/T4237)Ⅶ2焊接位置:对接焊保护气体:ArH混合(其中Ar纯度不得低于99
9%;H占比例5%)层间温度:焊后热处理:1010~1150℃水冷喷嘴规格:PAW喷嘴孔径Φ4
2mm钨极规格:PAW钨极直径Φ3
2mm,铈钨母材厚度范围:δ=8(对接焊缝)焊接材料牌号规格标准备注焊剂焊接层次焊接方法电流与极性焊接材料电流A电压V焊接速度毫米/分送丝速度毫米/分等离子气流量L/min保护气流量L/min背面保护气流量L/min牌号规格1等离子焊直流正接--250~28022~26300~330-3
510~1620~25作业文件文件编号:YD-710生效时间:2013年5月20日版本号:A/0页码:工艺要求:1.从事焊接工作的焊工,应参加焊工基本知识和操作技能培训和考试,并取得由质量技术监督部门签发的焊工合格证的人员
焊接前的准备①检查焊机、焊枪、钨极、外保护气托罩(杆)、焊丝、焊剂、冷却水等,只有在各个系统正常的情况下才能焊接
②核对工艺流通卡与待焊钢管的标识和内容,检查材质、规格、厚度等是否与工艺流通卡一致
③对待焊焊缝两侧各20mm的纵向进行清理,用酒精、丙酮、棉纱、钢丝(轮)等清理影响焊接质量的油污、锈蚀等,并在酒精、丙酮完全发挥后才允许焊接
④检查焊丝是否与母材匹配,焊丝是否足够焊完一道焊缝
焊接时的要点①按焊接工艺指导书中的工艺参数焊接
②起弧和熄弧必须在引、收弧板上进行,