施工概况21
1工程概况21
2主要工程量(单台水箱)22
依据的图纸、文件、标准23■作业准备和条件21
3工具及机械的准备21
4施工前应具备的条件34■作业程序内容34
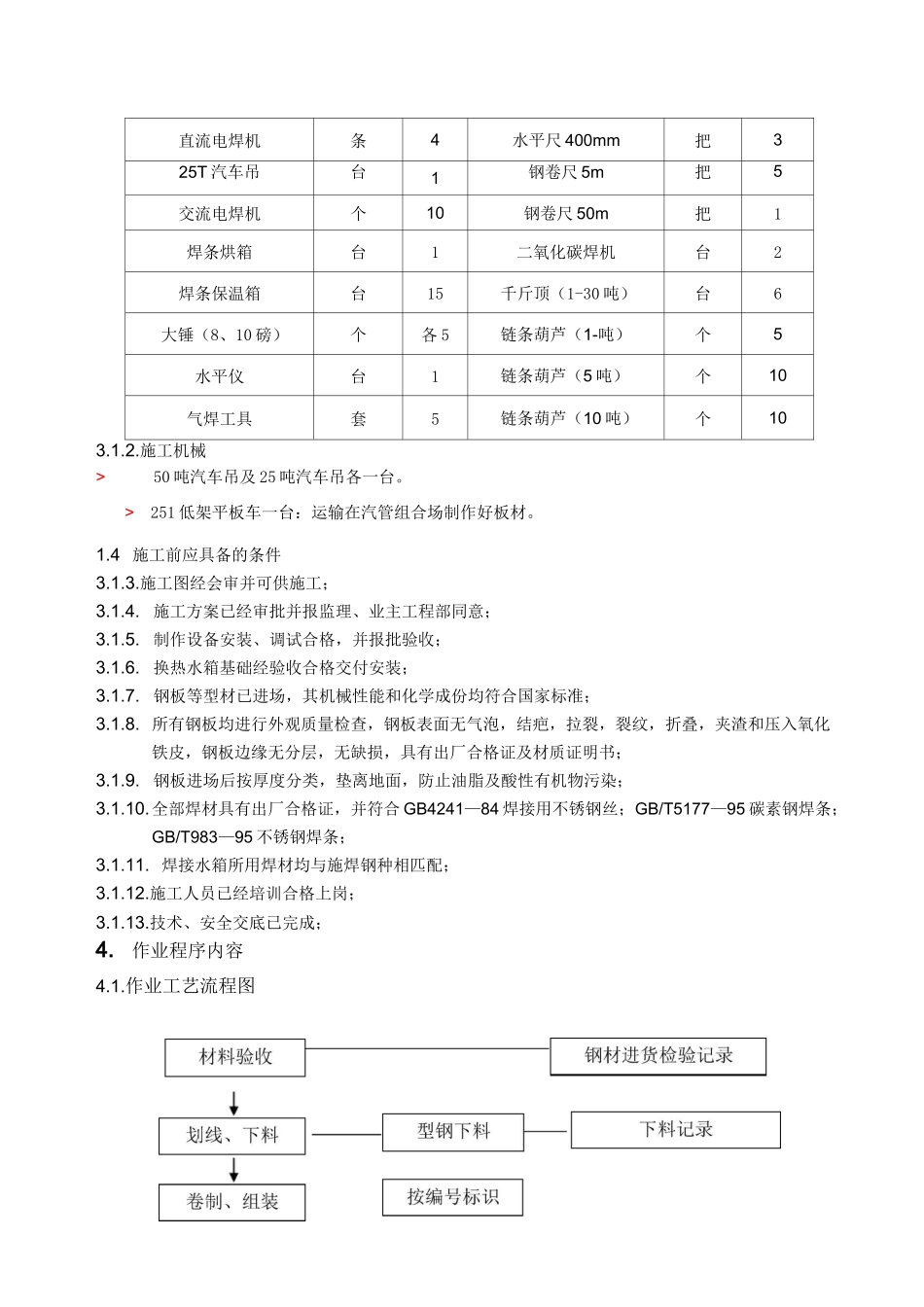
作业工艺流程图34
水箱的预制及安装:41
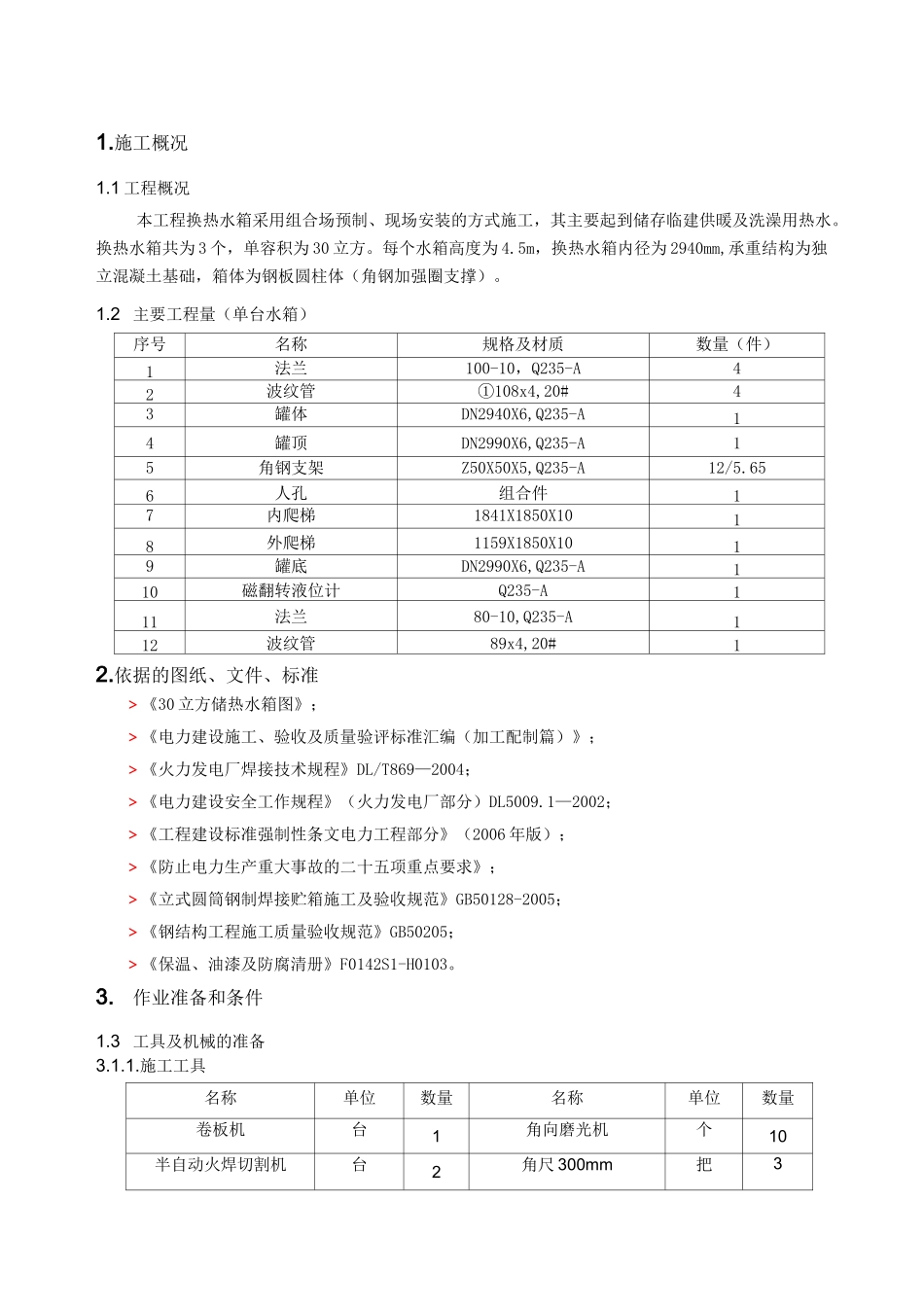
1工程概况本工程换热水箱采用组合场预制、现场安装的方式施工,其主要起到储存临建供暖及洗澡用热水
换热水箱共为3个,单容积为30立方
每个水箱高度为4
5m,换热水箱内径为2940mm,承重结构为独立混凝土基础,箱体为钢板圆柱体(角钢加强圈支撑)
2主要工程量(单台水箱)序号名称规格及材质数量(件)1法兰100-10,Q235-A42波纹管①108x4,20#43罐体DN2940X6,Q235-A14罐顶DN2990X6,Q235-A15角钢支架Z50X50X5,Q235-A12/5
656人孔组合件17内爬梯1841X1850X1018外爬梯1159X1850X1019罐底DN2990X6,Q235-A110磁翻转液位计Q235-A111法兰80-10,Q235-A112波纹管89x4,20#12
依据的图纸、文件、标准>《30立方储热水箱图》;>《电力建设施工、验收及质量验评标准汇编(加工配制篇)》;>《火力发电厂焊接技术规程》DL/T869—2004;>《电力建设安全工作规程》(火力发电厂部分)DL5009
1—2002;>《工程建设标准强制性条文电力工程部分》(2006年版);>《防止电力生产重大事故的二十五项重点要求》;>《立式圆筒钢制焊接贮箱施工及验收规范》GB50128-2005;>《钢结构工程施工质量验收规范》GB50205;>《保温、油漆及防腐清册》F0142S1-H0103
作业准备和条件1
3工具及机械的准备3
施工工具名称单位数量名称单位数量卷板机台1角向磨光机个10半自动火焊切割机台2角尺3