山东金海钛业资源科技有限公司粗料贮仓磨后储槽制安及其它设备安装作业指导书2014年5月9日1
1《钢结构工程施工质量验收规范》GB50205-20011
2《建筑钢结构焊接规程》JGJ81-20021
3设备施工图
工程概述:制作安装粗料贮仓4台、磨后储槽1台、其它设备安装工程3、施工准备及需要具备的条件3
1加工厂规划布置完成,具备加工条件
2原煤仓煤粉仓施工图纸应会审并交底
3施工前,对全体参加作业人员进行技术质量、安全交底,并在交底记录单上签字
4作业登高人员需提前体检合格
5电工、焊工等特殊作业人员必须持证上岗
6仔细审阅图纸及相关设计变更,了解设计意图及有关技术要求
根据技术交底要求进行加工前的各项准备工作
7进行必要的预算准备,做到心中有数;材料员根据技术人员的计划用量进行备料,备料时应注意计划表上的各种定尺要求、材质说明及用料日期
8材料进场后,材料员应会同有关人员对其质量情况进行严格的检查,构件的外形尺寸、表面锈蚀程度等必须达到相应的规范要求
检查质保书或产品合格证明是否具备,并进行必要的资料跟踪报审工作
4、施工工艺流程及方法4
1施工工艺流程放样划线下料零件加工(卷制、拼接)组装运至除氧间挂梁组对锥斗壁拼接及加强筋焊接挂梁吊装就位焊接
挂梁吊装就位支架牛腿焊接4
2制作主要施工工艺:4
1放样与划线:放样前要求先计算好每节锥体的上下口直径、周长以及锥体展开后成扇形的两圆弧的半径,接着再进行放样
两圆弧周长均考虑放一定的焊接收缩量,按每道竖向接缝2~3mm计算
扇形的内圆弧沿半径方向放3~4mm的磨损量,以免在卷板机上卷制时磨损太大
号料,利用其中一下料板作为样板,该样板力求准确,号料时结合定尺板进行
2下料:下料采用半自动割刀进行下料
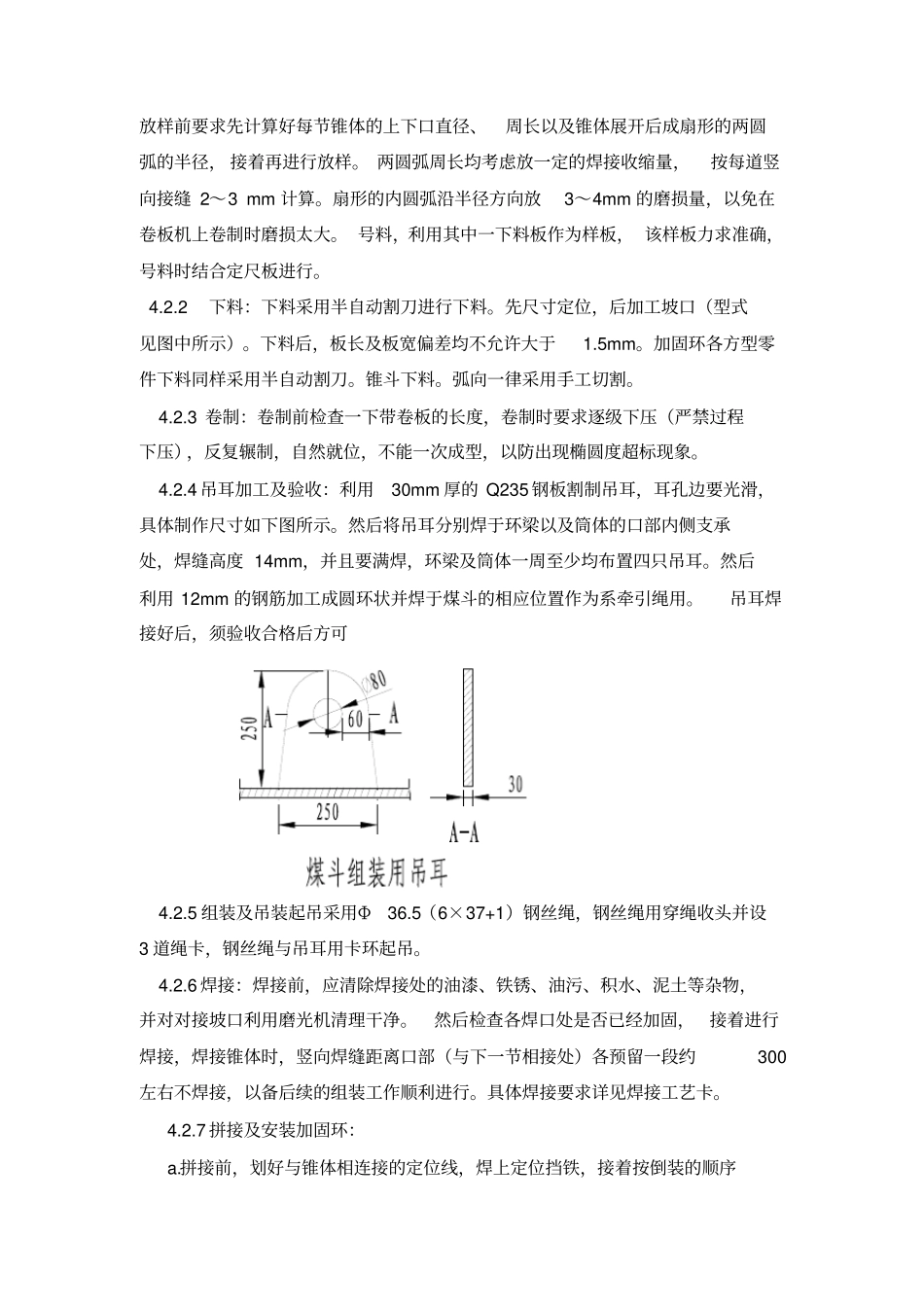
先尺寸定位,后加工坡口(型式见图中所示)