绕管式换热器制作工艺1/12绕管换热器芯体制作1领料、验收1
1芯体材料均应有钢材质量证明书,材质标记及质保书自编号
2换热管如采用不锈钢焊接管应符合GB/T12771《输送流体用不锈钢焊接钢管》及GB151-1999附录C及订货技术协议的要求;并经图样要求的试验压力进行的整盘水压试验,如图样有要求对换热管进行复验的,必须复验合格后领用
3换热管拉到作业场所,作业人员先行进行认真的外观检查,如有质量问题及时提出
4异型垫条需检查其缺口及缺口间距是否符合图纸要求
5检查管板孔表面粗糙度,要求表面粗糙度Ra值不大于12
5μm,管板两面所有转角处均需倒角,不得有毛刺存在
2下料、切割2
1上下支承管下料时,按图样要求长度预留8~10mm加工余量,套管预留5mm加工余量,端板下料按图样要求直径预留5mm加工余量
2切割根据不同的材质分别采用等离子或氧-乙炔切割,对于端板和筋板尽量采用数控等离子或数控氧-乙炔切割机切割,筋板切割时按图样尺寸留2mm加工余量
3平垫条经拉直后按图样长短尺寸进行切割
1上、下支承管、套管两端面加工平行度误差≤0
5mm,上支承管与套管配合度公差为0~0
15mm;3
2端板按比中心筒节内径小1
5-2mm加工,加工完端板外径后用车刀划出一个与支承管外径相同的圆
3中心筒上所有需与其它零件相焊接的端面均需按焊接工艺要求制备坡口
4上支承管与套管之间的销孔需配钻
5中间筒节下料、滚圆、纵缝组对及筒体环缝的组对与前述艺02、艺03、艺04、艺05相同,筒体直线度要求0
5/1000mm并≤2mm
4中心筒组装4
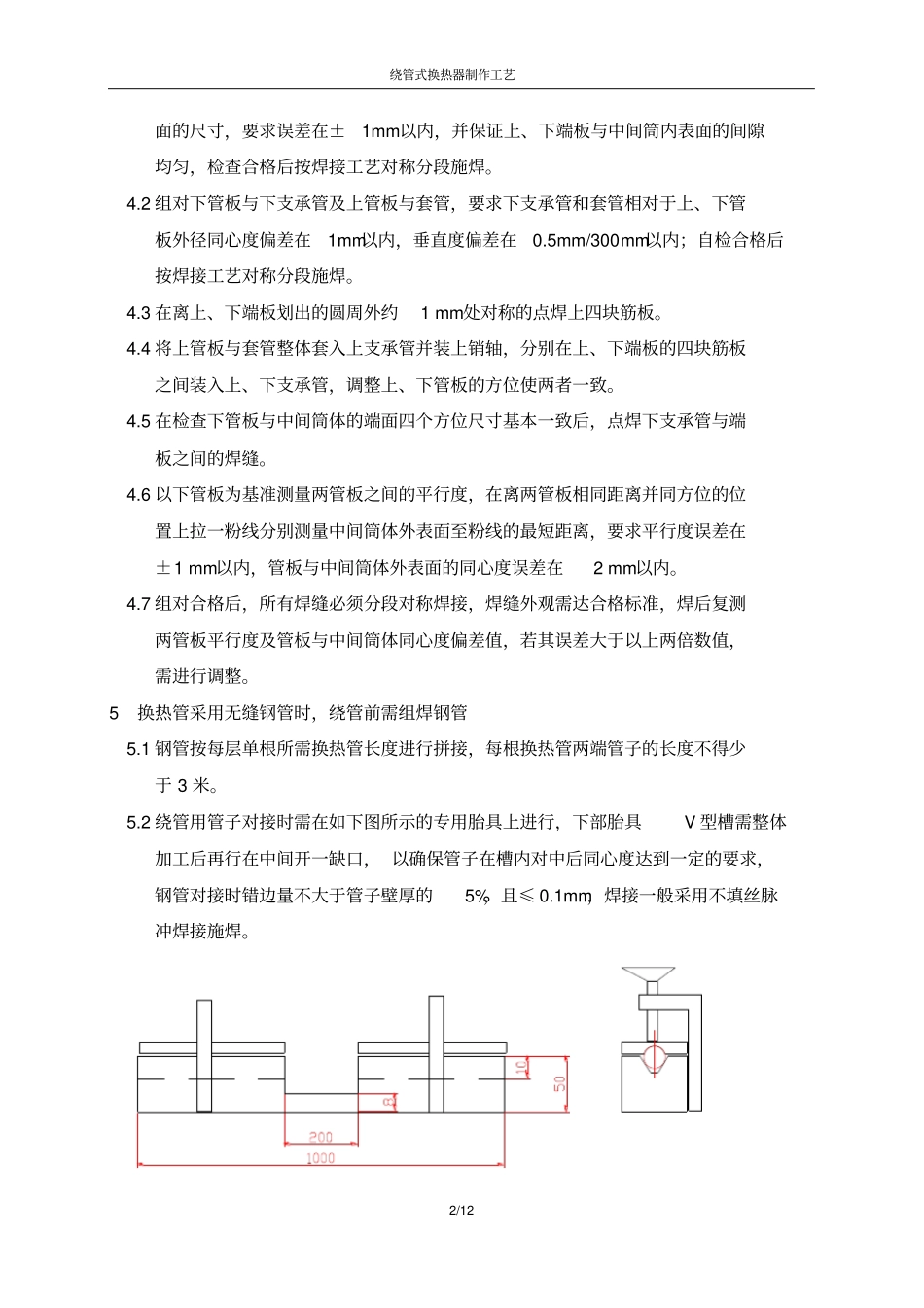
1按图样尺寸组对上、下端板,组对端板时至少检查对称的四个点相对中间筒端绕管式换热器制作工艺2/12面的尺寸,要求误差在±1mm以内,并保证上、下端板与中间筒内表面的间隙均匀,检查合格后按焊接工艺对称分段