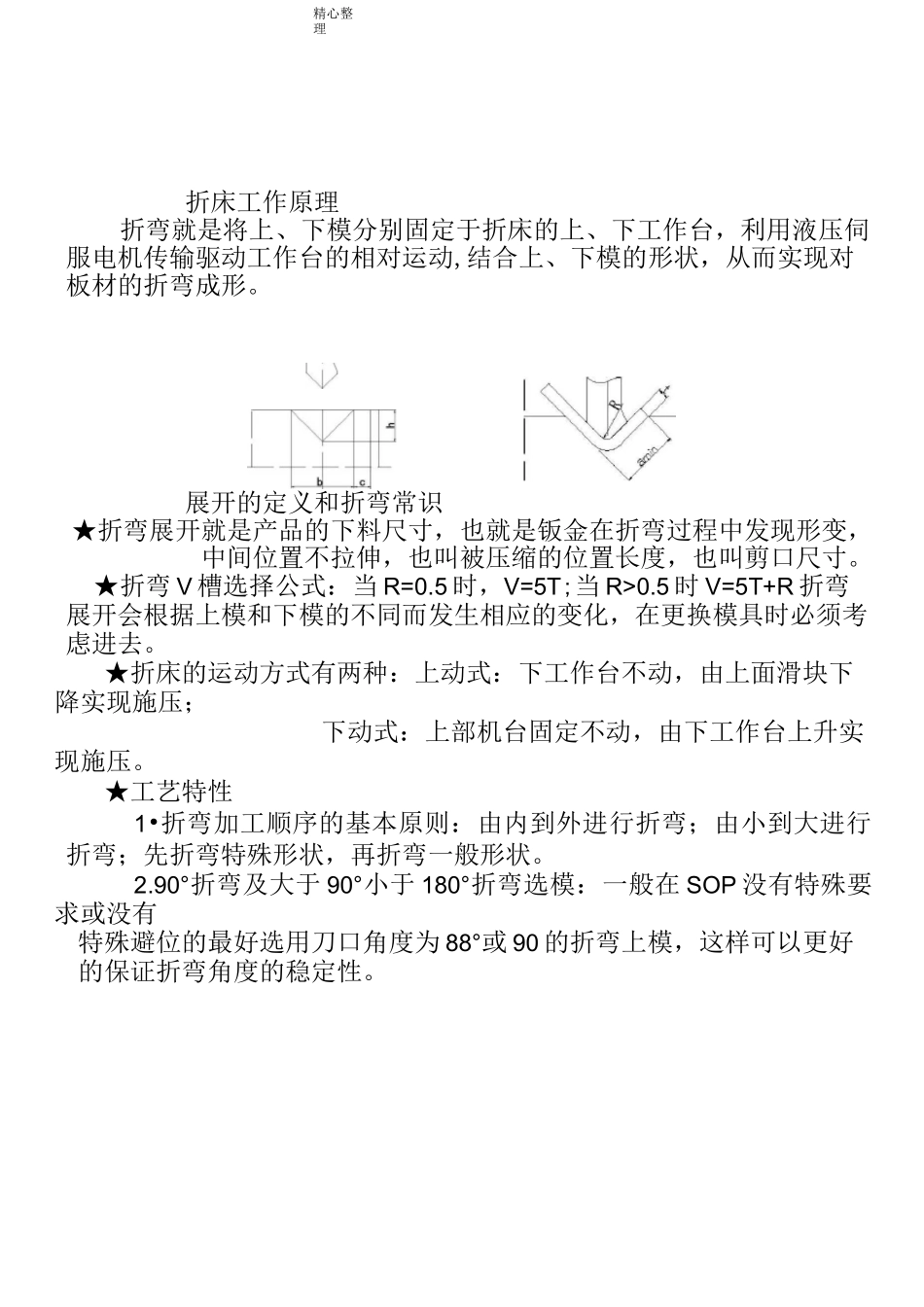
精心整理折床工作原理折弯就是将上、下模分别固定于折床的上、下工作台,利用液压伺服电机传输驱动工作台的相对运动,结合上、下模的形状,从而实现对板材的折弯成形
展开的定义和折弯常识★折弯展开就是产品的下料尺寸,也就是钣金在折弯过程中发现形变,中间位置不拉伸,也叫被压缩的位置长度,也叫剪口尺寸
★折弯V槽选择公式:当R=0
5时,V=5T;当R>0
5时V=5T+R折弯展开会根据上模和下模的不同而发生相应的变化,在更换模具时必须考虑进去
★折床的运动方式有两种:上动式:下工作台不动,由上面滑块下降实现施压;下动式:上部机台固定不动,由下工作台上升实现施压
★工艺特性1•折弯加工顺序的基本原则:由内到外进行折弯;由小到大进行折弯;先折弯特殊形状,再折弯一般形状
90°折弯及大于90°小于180°折弯选模:一般在SOP没有特殊要求或没有特殊避位的最好选用刀口角度为88°或90的折弯上模,这样可以更好的保证折弯角度的稳定性
1800-精心整理_、_一______一专业资料_三、折弯展开尺寸计算方法,如右图直角展开的计算方法当内R角为0
5「时折弯系数(K)=0
4*T,(前提是料厚小于5
0MM,'下模为5TL1+L2-2T+0
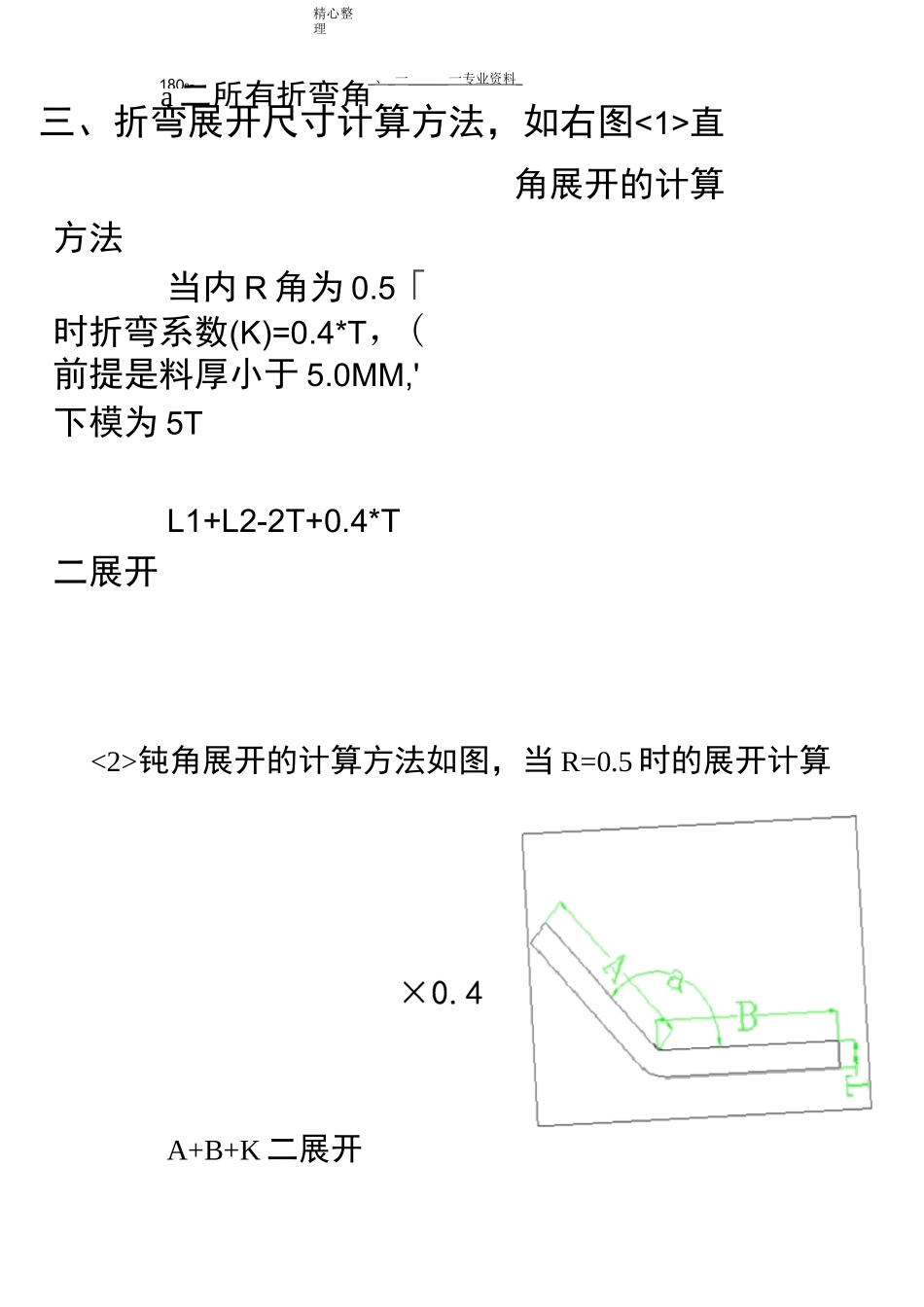
4*T二展开钝角展开的计算方法如图,当R=0
5时的展开计算A+B+K二展开a二所有折弯角专业资料精心整理展开二L1+L2—0
5T专业资料10精心整理展开二L1+L2—0
4T+0・75*H当HM2
0T时,按圆弧展开计算压段差根据成形角度分为直边断差和斜边断差,加工方式则依照断差高度而定
直边断差:当断差高度h小于3
5倍料号时采用断差模或易模成形,大于3
5倍料厚时采用正常一正一反两折完成
斜边断差:当斜边长度L小于3
5倍料厚时采用断差模或易模成形,大于3
5倍料厚时采用正常一正一反两折完成如图6
1,直角压段差,当HW2T时,按下面方法,当H>2