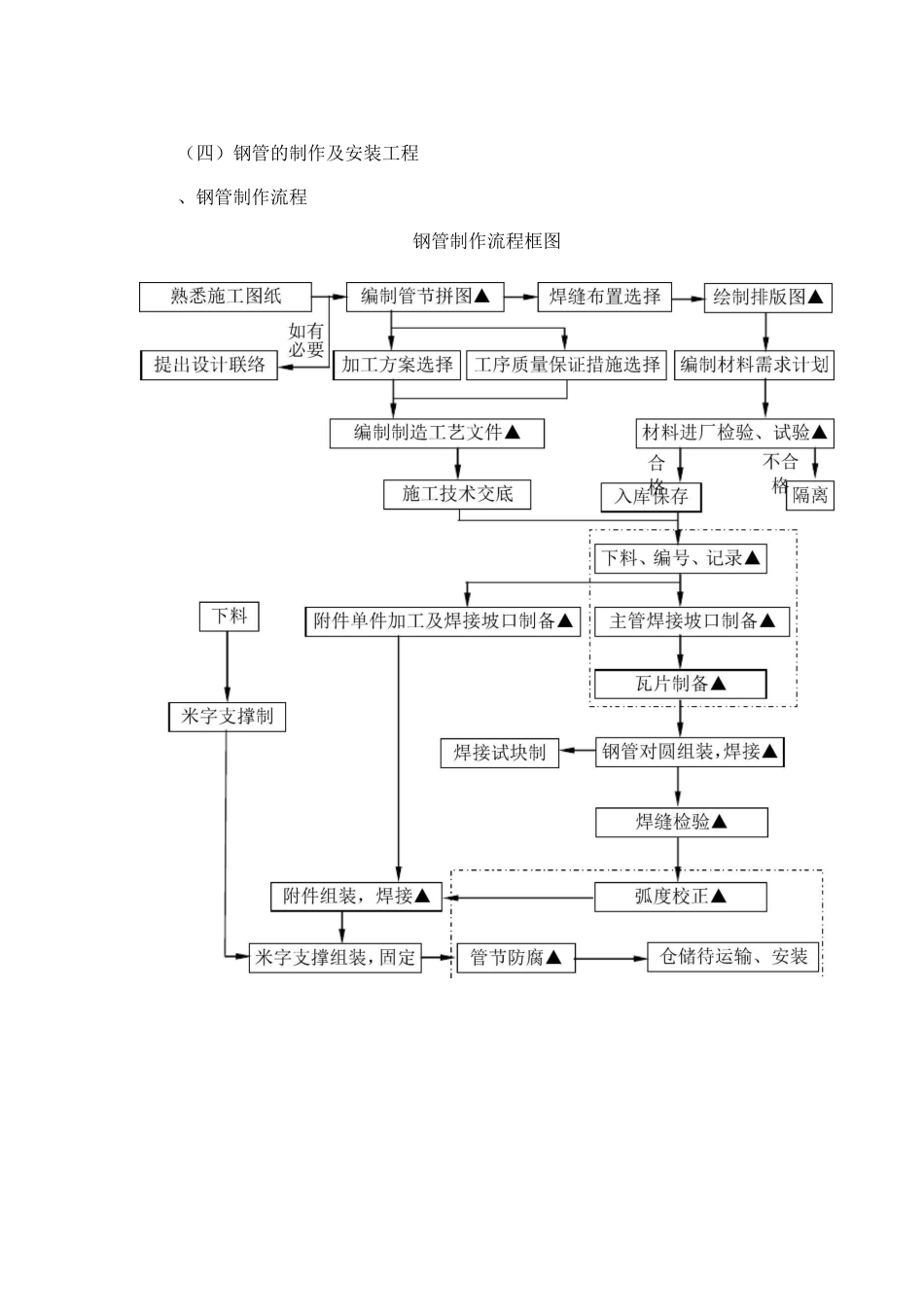
(四)钢管的制作及安装工程、钢管制作流程钢管制作流程框图、根据施工图纸,及监理人审批过的压力钢管制造和安装的施工措施计划,编制钢管制作管节排管图
、根据压力钢管管节排管图,按照焊缝配置最优、材料利用率最高的原则,绘制排料图
绘制排料图时,每个管节按三块瓦块三条纵缝考虑,纵缝的设定位置应符合:()纵缝不能在轴线上;()环缝间距不应小于;()相邻管节纵缝间距应不小于;()同一管节上相邻纵缝间距不小于;()明管的纵缝位置与明管的垂直轴和水平轴所夹的圆心角应符合图纸规定的范围
、根据排管图得出的板幅尺寸,提出材料尤其是压力钢管板材定尺板的需求计划
对进厂的原材料进行检验和试验,切实把好原材料的质量关
、弯管、渐变管及加劲环下料用数控切割机,直管下料用半自动切割机;坡口用半自动切割机用切割,并磨去表面淬硬层
、用数控卷板机进行瓦片卷制,在墩状对圆台上进行管节的组圆,管节组圆错位可利用利用钢架、千斤顶、手拉葫芦、工卡具等工具调整
、纵缝用自动焊机,配实芯焊丝富氩气体保护和脉冲焊接电源进行焊接
加劲环平角缝采用半自动焊设备配实芯焊丝;加劲环仰角焊采用手工电弧焊
加劲环每个分块之间的对接接头采用手工电弧焊
、按照合同文件的要求进行检查,合格后才能进行弧度校正、加劲环、灌浆孔等附件的组装焊接;在防腐前再次对钢管的制作质量进行综合检查,合格后组装米字支撑加固、防腐,妥善堆放等待安装
、钢管制作措施()材料的进厂检验、试验材料进厂后,进行下表所述项目的检验、试验:材料进厂检验、试验项目表类别钢板焊接材料涂装材料检验方式取样抽检抽检抽检检验内容表面检查超声波探伤化学成分力学性能材料性能材料性能检验目的米用合格材料,试验、检验成果报送监理人,编制施工工艺指导施工操作材料到货入库前进行入库检验、试验,检验后经检定合格的材料必须符合设计要求和施工图纸的规定,提供相应的试验数据指导施工实际操作,避免直接用