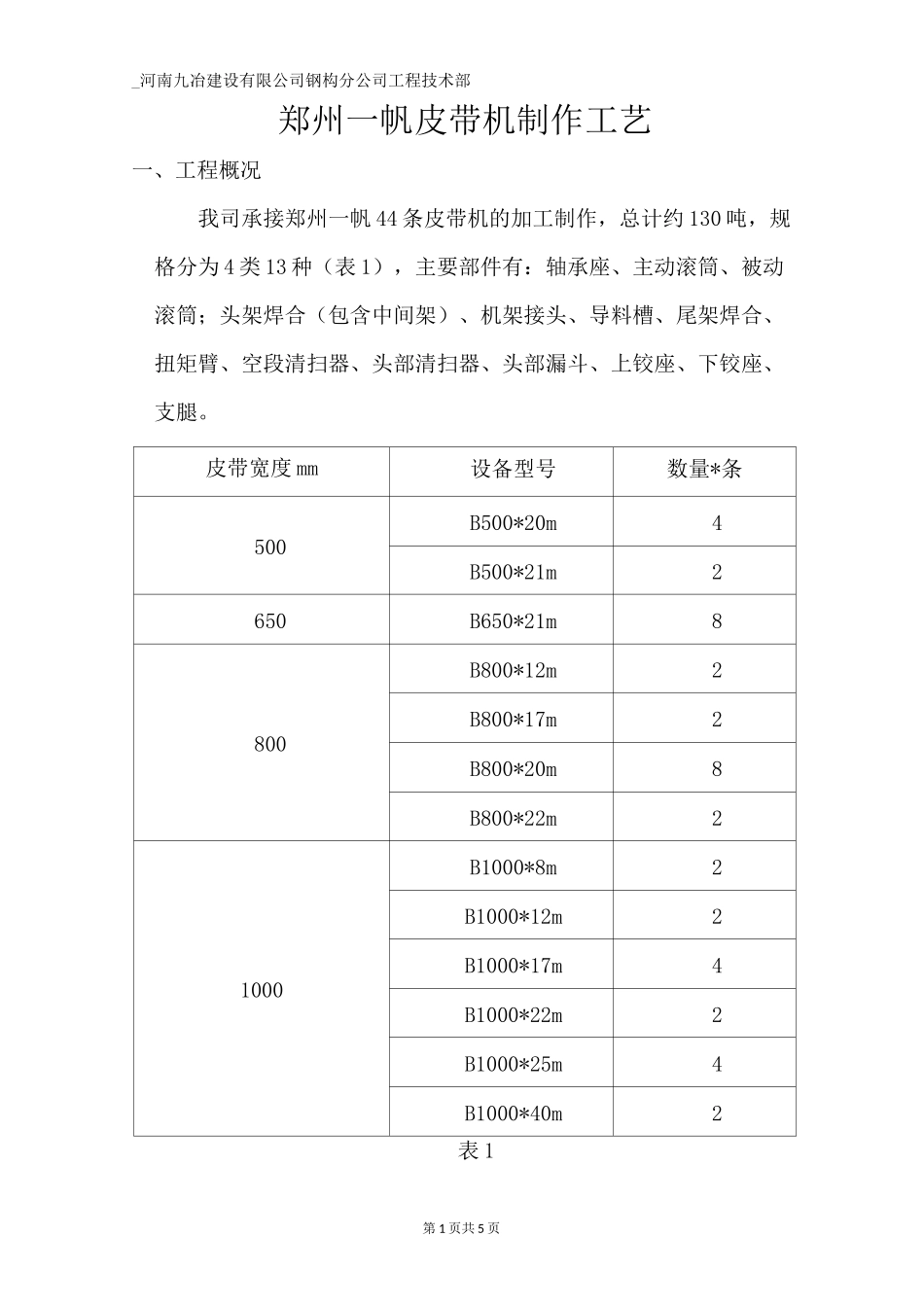
第1页共5页_河南九冶建设有限公司钢构分公司工程技术部郑州一帆皮带机制作工艺一、工程概况我司承接郑州一帆44条皮带机的加工制作,总计约130吨,规格分为4类13种(表1),主要部件有:轴承座、主动滚筒、被动滚筒;头架焊合(包含中间架)、机架接头、导料槽、尾架焊合、扭矩臂、空段清扫器、头部清扫器、头部漏斗、上铰座、下铰座、支腿
皮带宽度mm设备型号数量*条500B500*20m4B500*21m2650B650*21m8800B800*12m2B800*17m2B800*20m8B800*22m21000B1000*8m2B1000*12m2B1000*17m4B1000*22m2B1000*25m4B1000*40m2表1_河南九冶建设有限公司钢构分公司工程技术部第2页共5页_河南九冶建设有限公司钢构分公司工程技术部第3页共5页1、头架装配:头架+主动滚筒+头部漏斗
2、尾架装配:组装好的被动滚筒+尾架+拉紧调整装置
3、总长控制:把装配好的头架和尾架放在一起,从头架滚筒中心到尾架滚筒中心测量记录,再测量各中间架,保证皮带机的调整量满足总长要求
4、机架接头部件装配:机架接头部分不再装配,划机架结头线时用联接板配作孔位置(保证接头之间留2-3毫米调节间隙)
5、支腿焊接后由班组自检,检查员终检,控制相关配合尺寸,例如:上口宽度(注意相配合的皮带机机架内档宽度或铰座的中心距)底脚板孔距,支腿高度
6、尾部接料槽:不与主机组装,采用测量控制相关配合尺寸,护板组装在喷漆后进行,不得先装配后油漆
五、标识与涂装1、皮带机标识钢印打设备编号后两位,机架标识打在对角线的槽钢端头腹板外侧200mm处,有中间架的皮带机,机架接头两侧机架钢印打设备编号+-1,40m皮带机按顺序打设备编号+-1、-2、-3等,其它部件打在显眼位置
二车间喷全设备型号与设备编号
例女口,设备型号:B650*21