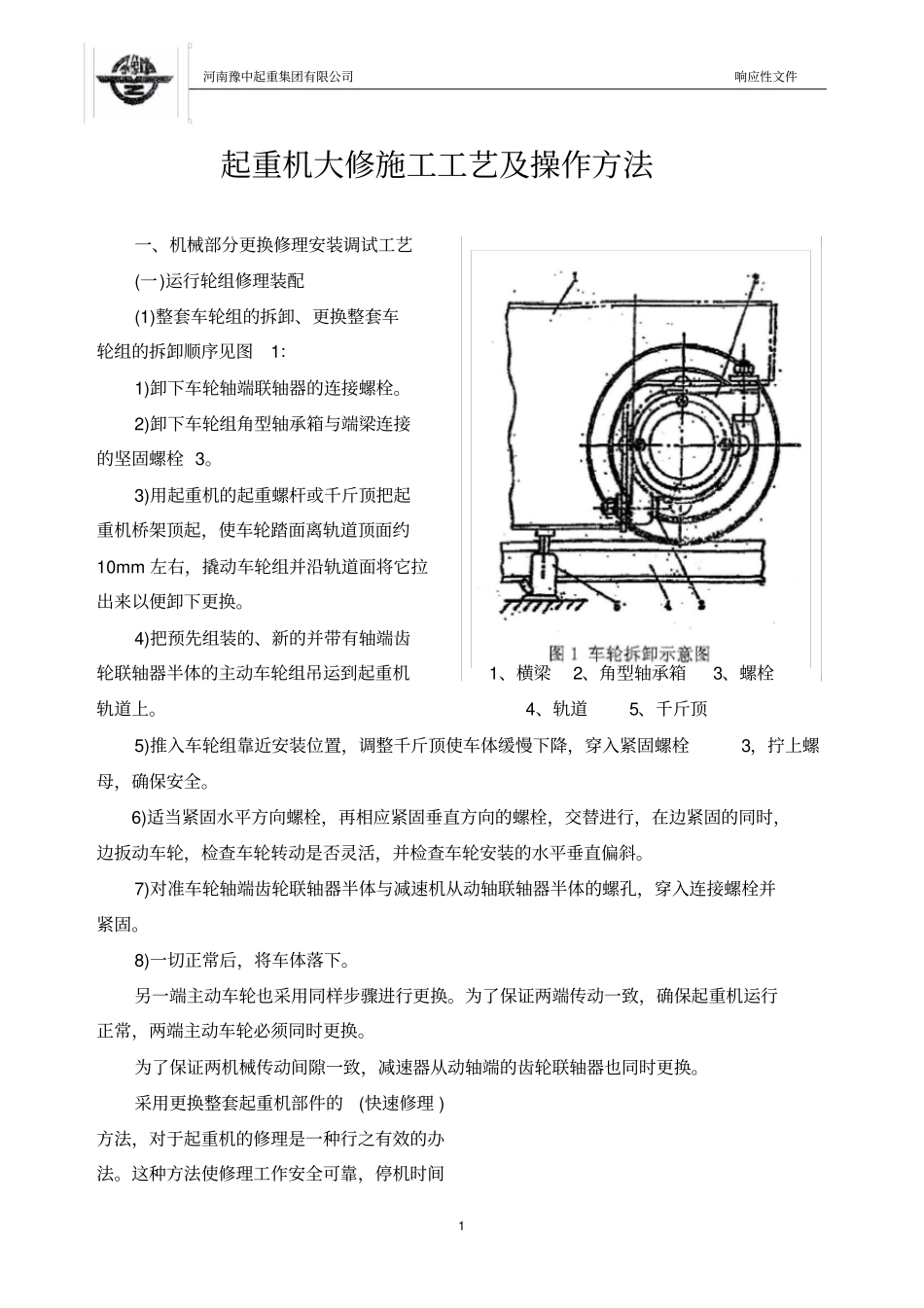
河南豫中起重集团有限公司响应性文件1起重机大修施工工艺及操作方法一、机械部分更换修理安装调试工艺(一)运行轮组修理装配(1)整套车轮组的拆卸、更换整套车轮组的拆卸顺序见图1:1)卸下车轮轴端联轴器的连接螺栓
2)卸下车轮组角型轴承箱与端梁连接的坚固螺栓3
3)用起重机的起重螺杆或千斤顶把起重机桥架顶起,使车轮踏面离轨道顶面约10mm左右,撬动车轮组并沿轨道面将它拉出来以便卸下更换
4)把预先组装的、新的并带有轴端齿轮联轴器半体的主动车轮组吊运到起重机1、横梁2、角型轴承箱3、螺栓轨道上
4、轨道5、千斤顶5)推入车轮组靠近安装位置,调整千斤顶使车体缓慢下降,穿入紧固螺栓3,拧上螺母,确保安全
6)适当紧固水平方向螺栓,再相应紧固垂直方向的螺栓,交替进行,在边紧固的同时,边扳动车轮,检查车轮转动是否灵活,并检查车轮安装的水平垂直偏斜
7)对准车轮轴端齿轮联轴器半体与减速机从动轴联轴器半体的螺孔,穿入连接螺栓并紧固
8)一切正常后,将车体落下
另一端主动车轮也采用同样步骤进行更换
为了保证两端传动一致,确保起重机运行正常,两端主动车轮必须同时更换
为了保证两机械传动间隙一致,减速器从动轴端的齿轮联轴器也同时更换
采用更换整套起重机部件的(快速修理)方法,对于起重机的修理是一种行之有效的办法
这种方法使修理工作安全可靠,停机时间河南豫中起重集团有限公司响应性文件2短,生产效率高,不仅适用于换大、小车车轮,也适用于吊钩组、减速器、保护箱等的机、电部件的修理
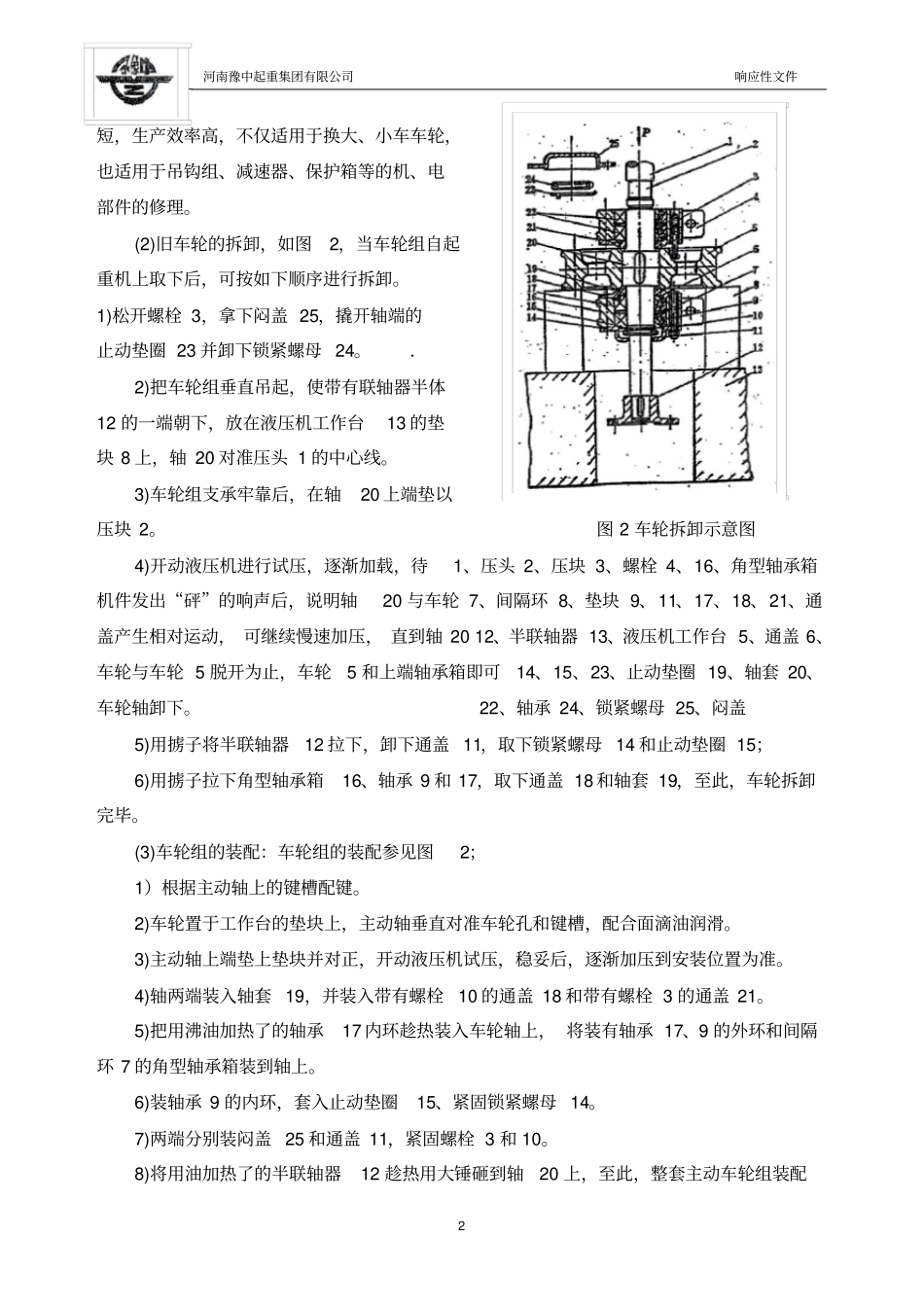
(2)旧车轮的拆卸,如图2,当车轮组自起重机上取下后,可按如下顺序进行拆卸
1)松开螺栓3,拿下闷盖25,撬开轴端的止动垫圈23并卸下锁紧螺母24
.2)把车轮组垂直吊起,使带有联轴器半体12的一端朝下,放在液压机工作台13的垫块8上,轴20对准压头1的中心线
3)车轮组支承牢靠后,在轴20上端垫以压块2
图2车轮拆卸示意图4)