横焊单面焊双面成形操作技巧摘要本文是介绍横焊单面焊双面成形的操作方法,其目的是为了让能让操作者掌握各种电弧运条的方法,将这些方法直接运用到现场焊接的横焊当中去,此方法、适用于多层多道焊,以及合理的层道安排
二才是掌握横焊的操作技巧
关键词:横焊运条方法操作技巧一、焊前的准备钢板Q235两块厚度12mm坡口60°钝边0
0反变形4°焊条J422Φ3
2反接电流100~120A层间温度低于100度二、焊前清理为了防止焊接过程中出现气孔,必须重视对焊件的清理工作,焊前清理坡口面及近破口上、下两侧则20mm范围内的油、氧化物、铁锈等污物,打磨干净至露出金属光泽为宜
三、焊件装配1、装配间隙始端为3
5mm,终端为4
2、错边两边≤0
3、定位焊缝长度应小于10mm,且在背面点固完毕后在正面应加强点固终端,为防止焊接过程中变形
点固时应先点始焊端,再点终端
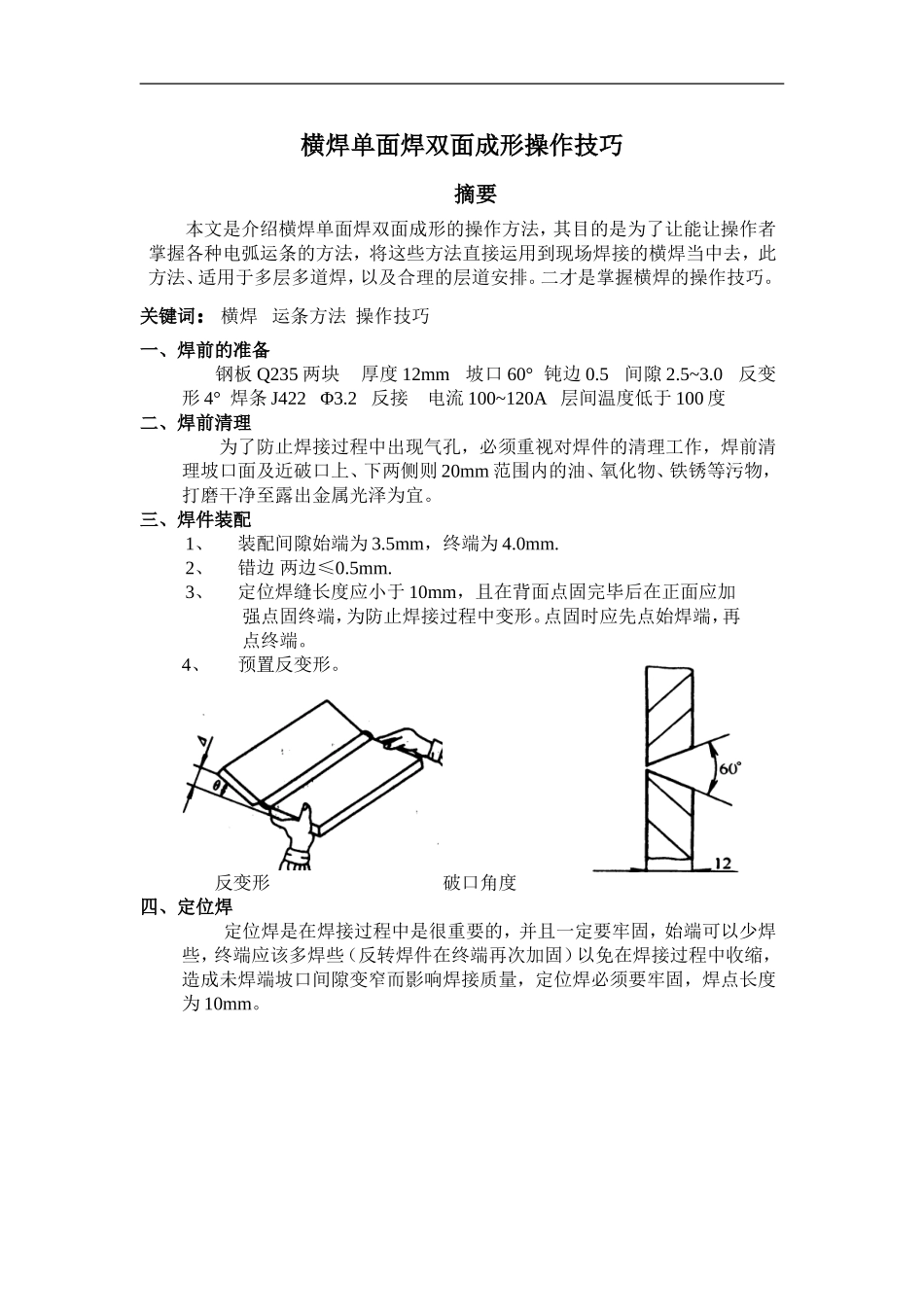
4、预置反变形
反变形破口角度四、定位焊定位焊是在焊接过程中是很重要的,并且一定要牢固,始端可以少焊些,终端应该多焊些(反转焊件在终端再次加固)以免在焊接过程中收缩,造成未焊端坡口间隙变窄而影响焊接质量,定位焊必须要牢固,焊点长度为10mm
2对接横焊的焊件装配五、确定焊接工艺参数焊接层数运条方法焊条直径/mm焊接电流/A3打底层焊断弧焊接3
2105~110填充层斜圆、直线运条和锯齿形运条4
0110~120盖面层直线运条或直线往复运条3
2130~140六、焊接的操作方法1、打底层的焊接在定位点上引弧,引燃后电弧向左外露于焊件外,一部分熔渣向外流时压低电弧向前倾斜焊条向前运动,此时焊条大幅度向前倾,与焊接方向夹角可能只有20°,以防止电弧偏吹而产生夹渣,至间隙处时向里顶,大部分电弧穿过间隙,稍停后轻上下摆动电弧,使熔池与上下坡口熔合后向后灭弧,同时有一个向后拔渣的动作,防止熔渣过多聚集在熔孔