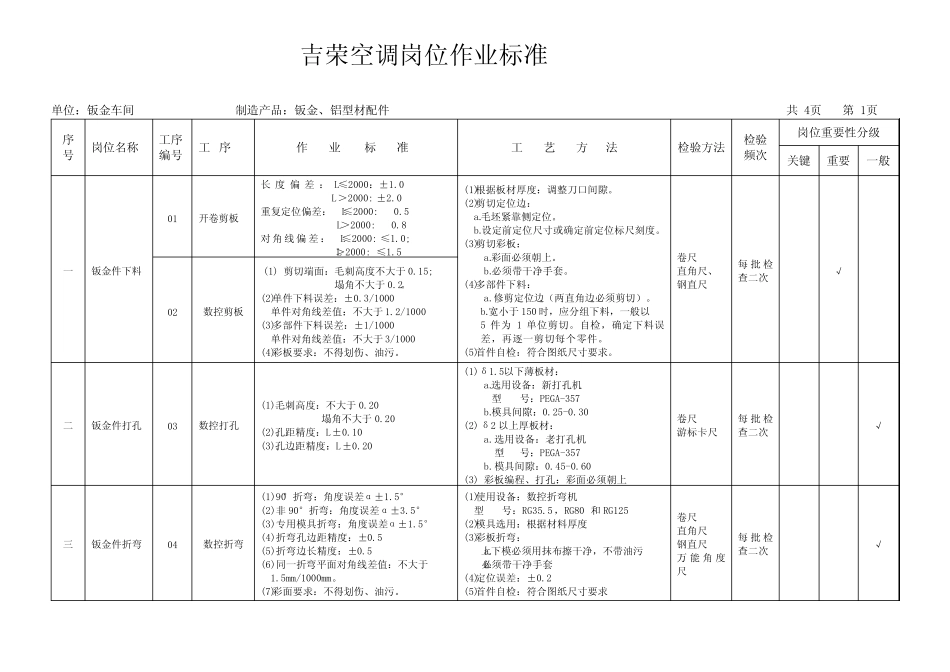
吉荣空调岗位作业标准单位:钣金车间制造产品:钣金、铝型材配件共4页第1页序号岗位名称工序编号工序作业标准工艺方法检验方法检验频次岗位重要性分级关键重要一般一钣金件下料01开卷剪板长度偏差:L≤2000:±1
0L>2000:±2
0重复定位偏差:L≤2000:0
5L>2000:0
8对角线偏差:L≤2000:≤1
0;L>2000:≤1
5(1)根据板材厚度:调整刀口间隙
(2)剪切定位边:a
毛坯紧靠侧定位
设定前定位尺寸或确定前定位标尺刻度
(3)剪切彩板:a
彩面必须朝上
必须带干净手套
(4)多部件下料:a
修剪定位边(两直角边必须剪切)
宽小于150时,应分组下料,一般以5件为1单位剪切
自检,确定下料误差,再逐一剪切每个零件
(5)首件自检:符合图纸尺寸要求
卷尺直角尺、钢直尺每批检查二次√02数控剪板(1)剪切端面:毛刺高度不大于0
15;塌角不大于0
(2)单件下料误差:±0
3/1000单件对角线差值:不大于1
2/1000(3)多部件下料误差:±1/1000单件对角线差值:不大于3/1000(4)彩板要求:不得划伤、油污
二钣金件打孔03数控打孔(1)
毛刺高度:不大于0
20塌角不大于0
孔距精度:L±0
孔边距精度:L±0
20(1)δ1
5以下薄板材:a
选用设备:新打孔机型号:PEGA-357b
模具间隙:0
30(2)δ2以上厚板材:a
选用设备:老打孔机型号:PEGA-357b
模具间隙:0
60(3)彩板编程、打孔:彩面必须朝上卷尺游标卡尺每批检查二次√三钣金件折弯04数控折弯(1)90°折弯:角度误差α±1
5°(2)非90°折弯:角度误差α±3
5°(3)专用模具折弯:角度误差α±1
5°(4)折弯孔边距精度:±0
5(5)折弯边长精度:±0
5(6)同一折弯平面对角线差值: