实用标准文档大全第八章钢轨铝热焊接使用的工具“工若善其事,必先利其器”,焊接工具影响焊接质量和工作效率
因此,在进行铝热焊接钢轨时,必须备有一套完整的、符合规格的工具
铝热焊工必须熟悉每一件焊接工具的作用和性能
第一节钢轨切断机具铝热焊接待焊钢轨轨端出现不符合工艺要求或相关技术条件要求的缺陷时,应当采用机械切断方法将钢轨切断
施工现场一般采用内燃或电动的砂轮切轨机,条件许可时,也可采用其它机械
一般不推荐采用火焰切割方法
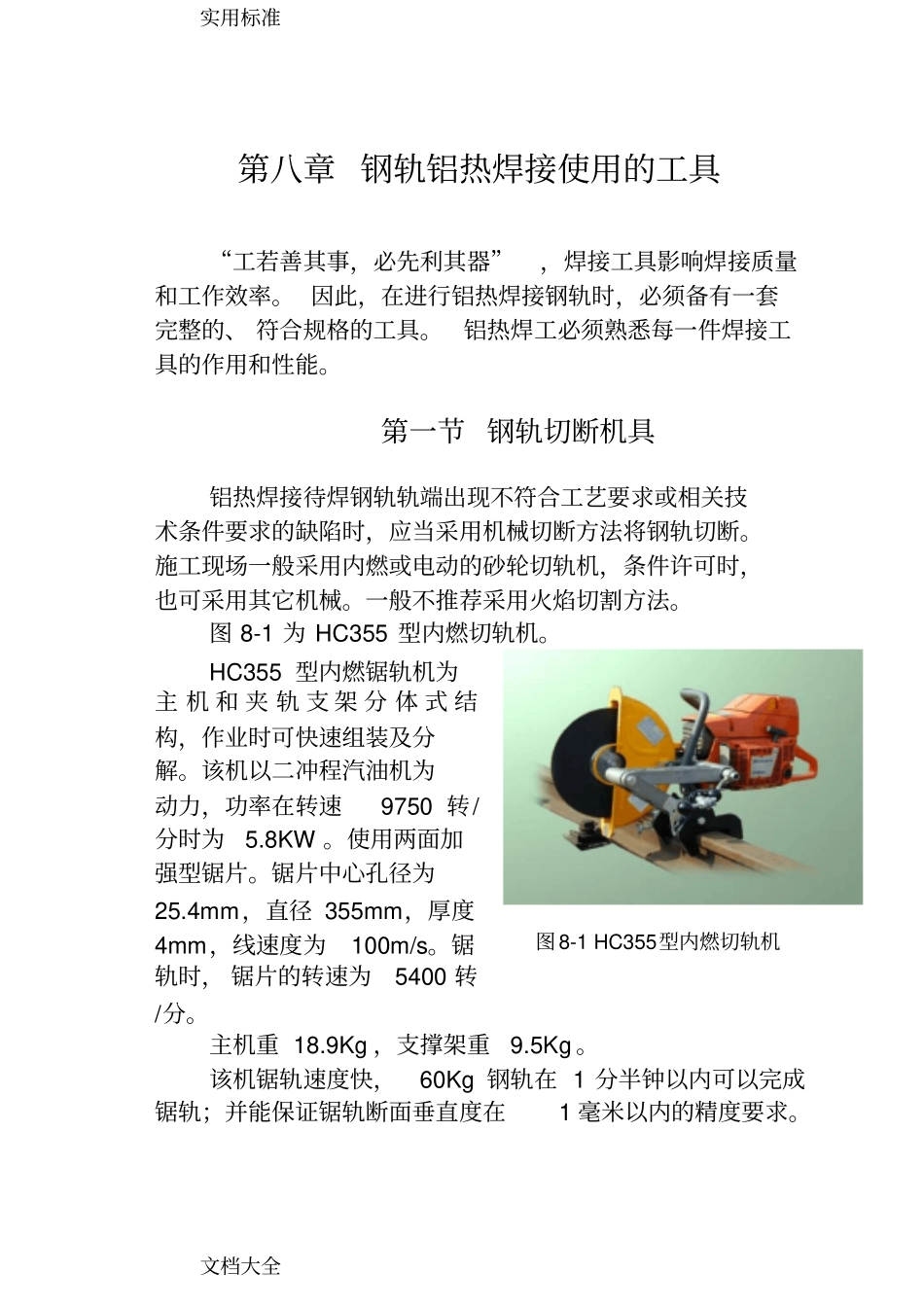
图8-1为HC355型内燃切轨机
HC355型内燃锯轨机为主机和夹轨支架分体式结构,作业时可快速组装及分解
该机以二冲程汽油机为动力,功率在转速9750转/分时为5
使用两面加强型锯片
锯片中心孔径为25
4mm,直径355mm,厚度4mm,线速度为100m/s
锯轨时,锯片的转速为5400转/分
9Kg,支撑架重9
该机锯轨速度快,60Kg钢轨在1分半钟以内可以完成锯轨;并能保证锯轨断面垂直度在1毫米以内的精度要求
图8-1HC355型内燃切轨机实用标准文档大全第二节轨缝调整装置现场铝热焊接时,预留轨缝与工艺要求不一致时,或者气温变化剧烈时,焊接操作过程中轨缝大小会随轨温而变化
为了使轨缝大小符合工艺要求,并且在焊接操作时,轨缝大小相对固定,此时应当使用钢轨接伸器
钢轨拉伸器具有双向拉伸功能,即既可使轨缝尺寸增加,也可使轨缝尺寸减小
图8-2为TR57型液压钢轨拉伸器
TR75型液压钢轨拉伸器是用于无缝线路铺设、应力放散及钢轨铝热焊接时拉伸及固定钢轨的专用机械
由手动泵站、夹具体、一对传动油缸及加长杆等部件组成
该拉伸器有拉、推双向功能
在压力为600Bar时,拉伸力为75吨;在压力为150Bar时,不用连杆,最大止推力为20吨
油缸行程350㎜
拉伸作业时可以快速的组装及分解
整机装配重量32