《钳工工艺学》(第四版)题库第1页共12页选择题(119题)第一章金属切削的基本知识(8)§1-1金属切削的基本概念()1、确定和测量刀具角度的三个辅助平面是相互
A、平行的B、垂直的C、倾斜的§1-2金属切削刀具()2、工件材料的强度和硬度越高,切削力
A、越大B、越小C、不变()3、当背吃刀量确定后,增大进给量会使切削力增大,表面粗糙度值
A、增大B、减小C、不变()4、合理选用切削液可以减小塑性变形,降低和刀具与工件间的摩擦,使切削力
A、增大B、减小C、不变()5、前角γo的测量是在内进行的
A、基面B、切削平面C、正交平面()6、手用工具常用制造
A、碳素工具钢B、合金工具钢C、高速钢§1-3金属切削过程与控制()7、在刀具角度上,对切削力影响最大的是
A、前角B、后角C、楔角()8、在切削用量中,对刀具寿命影响最大的是
A、切削速度B、进给量C、被吃刀量第二章钳工常用量具(11)§2-1万能量具()1、测量精度为0
02mm的游标卡尺,其适用范围是
A、IT10~IT16B、IT11~IT16C、IT12~IT16《钳工工艺学》(第四版)题库第2页共12页()2、测量工件外尺寸时,游标卡尺测量面的连线应于被测量表面
A、垂直B、平行C、倾斜()3、千分尺的制造精度分为0级、1级和2级三种,0级精度
A、稍差B、一般C、最高()4、内径千分尺刻线方向与外径千分尺刻线方向
A、相同B、相反C、相同或相反()5、用百分表测量平面时,触头应与平面
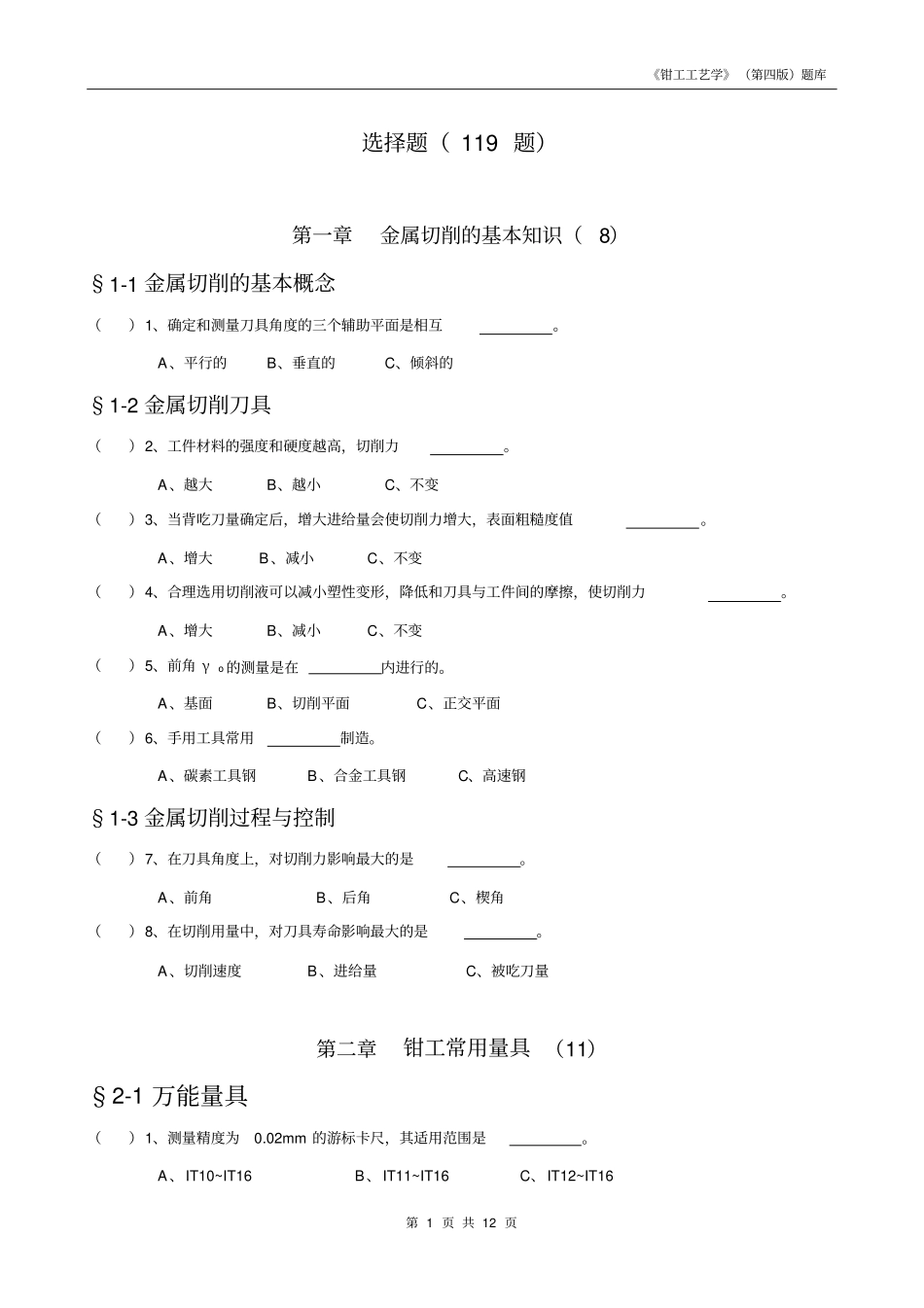
A、倾斜B、垂直C、水平()6、图2-1所示尺寸读数是
9mmB、50
45mmC、50
18mm()7、图2-2所示尺寸读数是
26mmB、6
23mmC、7
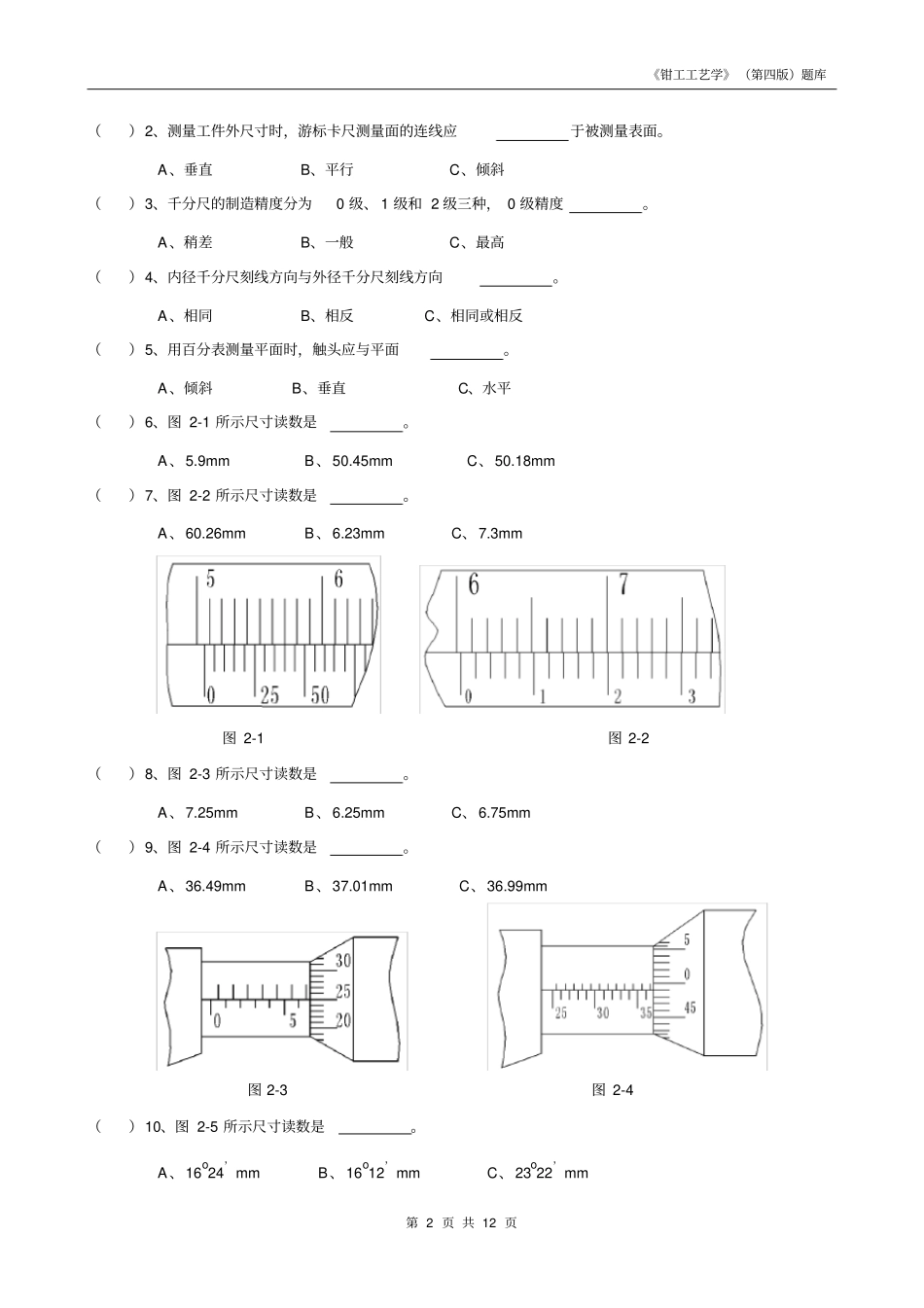
3mm图2-1图2-2()8、图2-3所示尺寸读数是
25mmB、6
25mmC、6
75mm()9、图2-4所示尺寸读数是