卧式蒸汽锅炉本体工艺卡型号:DZL4―1
25―AII图号:DZL4―02―00编制:审核:河北金梆子锅炉有限公司2010年07月20日2制造工艺卡产品名称(型号)DZL4-1
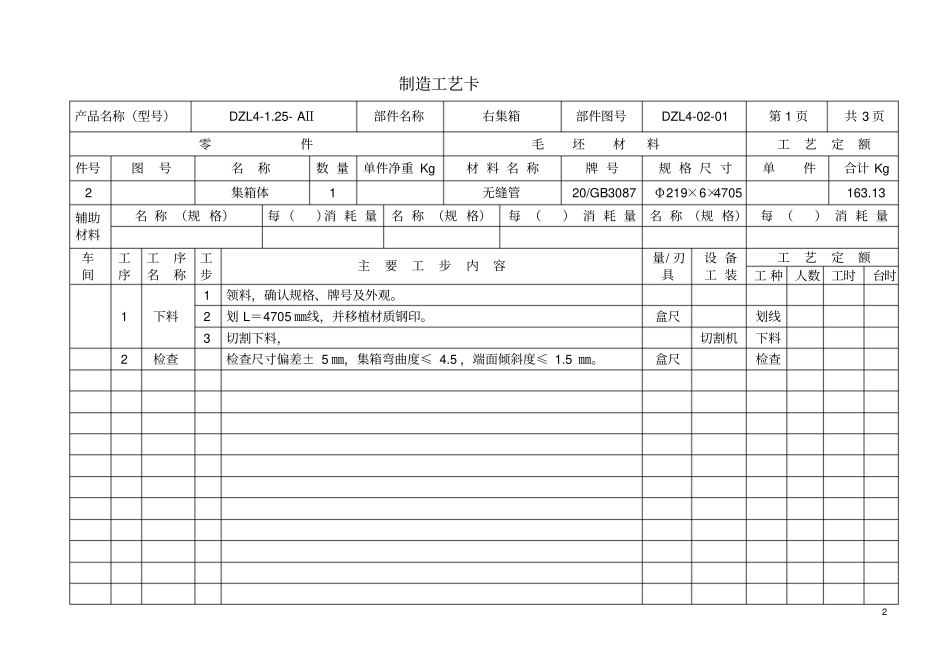
25-AⅡ部件名称右集箱部件图号DZL4-02-01第1页共3页零件毛坯材料工艺定额件号图号名称数量单件净重Kg材料名称牌号规格尺寸单件合计Kg2集箱体1无缝管20/GB3087Φ219×6×4705163
13辅助材料名称(规格)每()消耗量名称(规格)每()消耗量名称(规格)每()消耗量车间工序工序名称工步主要工步内容量/刃具设备工装工艺定额工种人数工时台时1下料1领料,确认规格、牌号及外观
2划L=4705㎜线,并移植材质钢印
盒尺划线3切割下料,切割机下料2检查检查尺寸偏差±5㎜,集箱弯曲度≤4
5,端面倾斜度≤1
盒尺检查3制造工艺卡产品名称(型号)DZL4-1
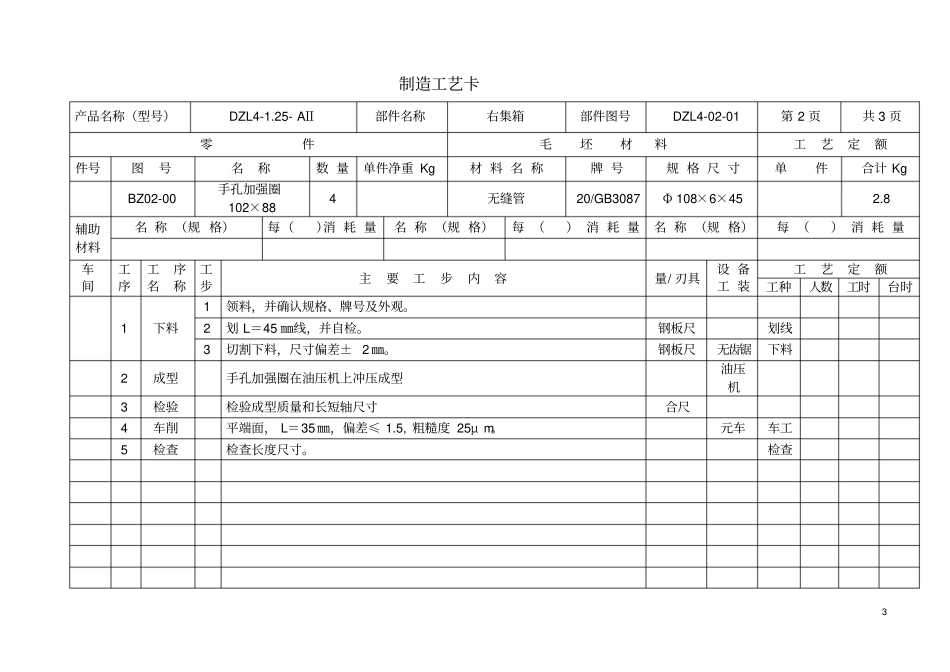
25-AⅡ部件名称右集箱部件图号DZL4-02-01第2页共3页零件毛坯材料工艺定额件号图号名称数量单件净重Kg材料名称牌号规格尺寸单件合计KgBZ02-00手孔加强圈102×884无缝管20/GB3087Φ108×6×452
8辅助材料名称(规格)每()消耗量名称(规格)每()消耗量名称(规格)每()消耗量车间工序工序名称工步主要工步内容量/刃具设备工装工艺定额工种人数工时台时1下料1领料,并确认规格、牌号及外观
2划L=45㎜线,并自检
钢板尺划线3切割下料,尺寸偏差±2㎜
钢板尺无齿锯下料2成型手孔加强圈在油压机上冲压成型油压机3检验检验成型质量和长短轴尺寸合尺4车削平端面,L=35㎜,偏差≤1
5,粗糙度25μm
元车车工5检查检查长度尺寸
检查4装配工艺卡产品名称DZL4-1
25-AⅡ部件名称右集箱部件图号DZL4-02-01第3页共3页部件数量部件单重单台合计辅助材料名称(规格)每()消耗量名称(规格)每()消