箱体类零件加工工艺箱体零件是机器或部件的基础零件,轴、轴承、齿轮等有关零件按规定的技术要求装配到箱体上,连接成部件或机器,使其按规定的要求工作,因此箱体零件的加工质量不仅影响机器的装配精度和运动精度,而且影响机器的工作精度、使用性能和寿命
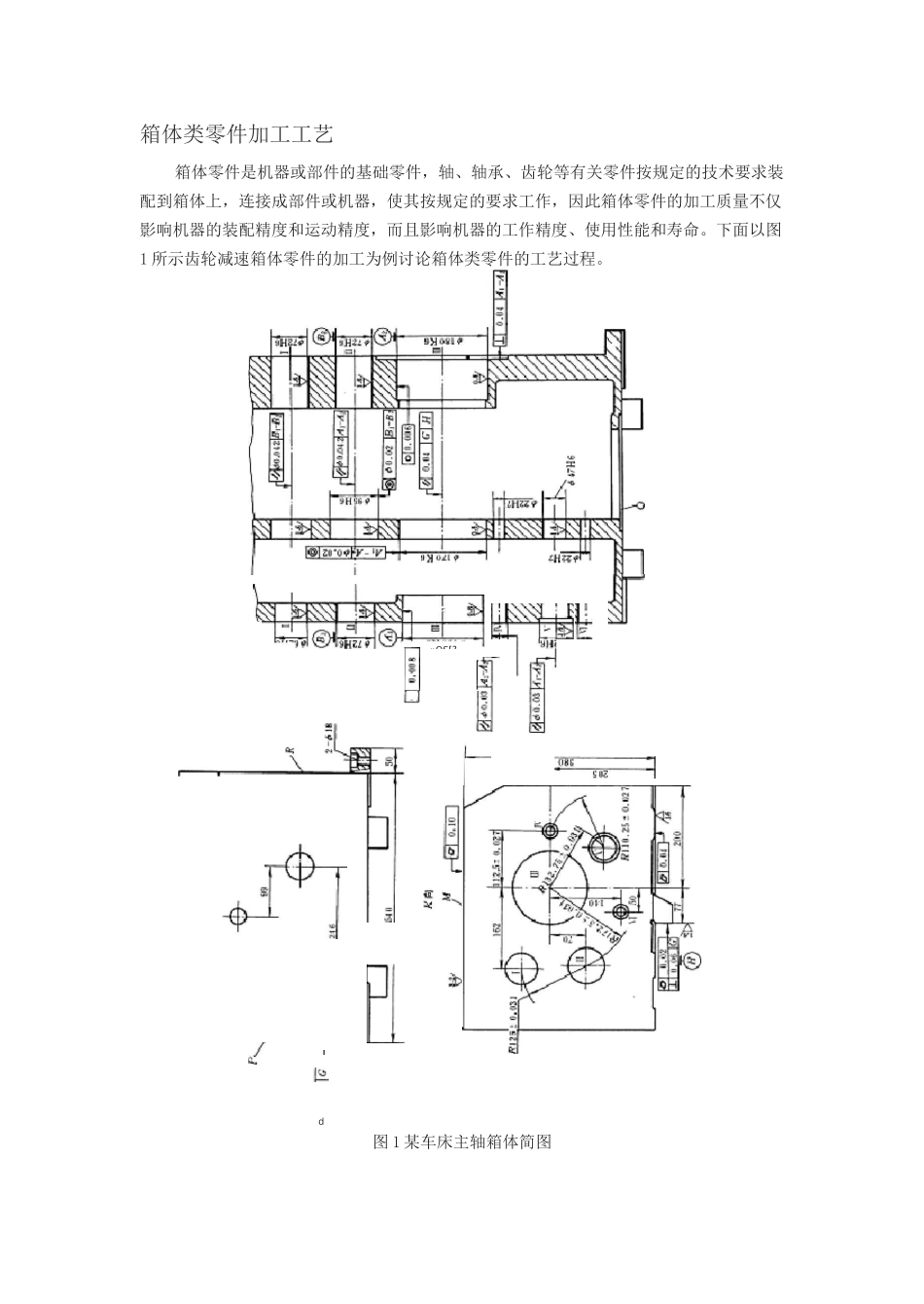
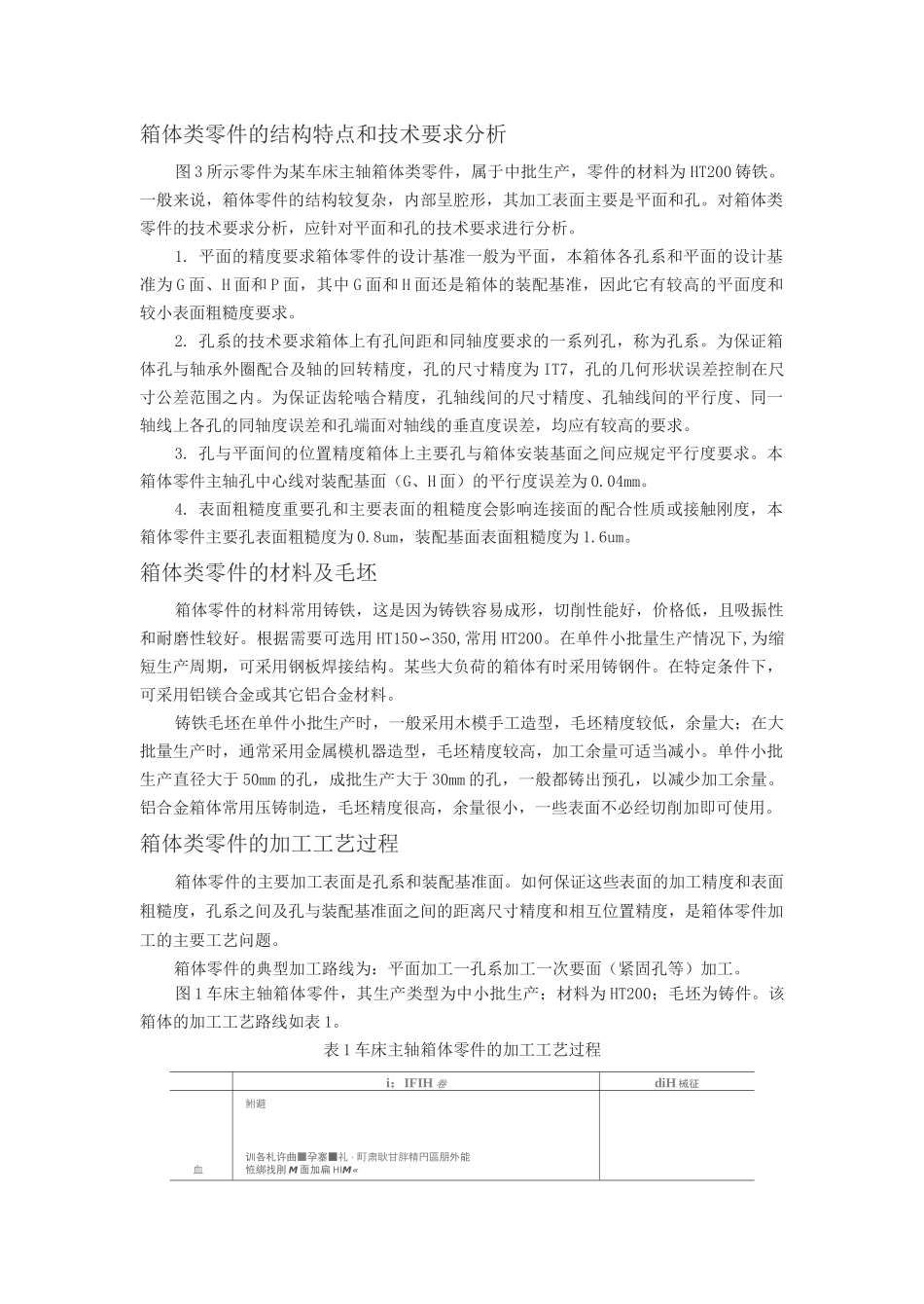
下面以图1所示齿轮减速箱体零件的加工为例讨论箱体类零件的工艺过程
图1某车床主轴箱体简图»OS[
丄d箱体类零件的结构特点和技术要求分析图3所示零件为某车床主轴箱体类零件,属于中批生产,零件的材料为HT200铸铁
一般来说,箱体零件的结构较复杂,内部呈腔形,其加工表面主要是平面和孔
对箱体类零件的技术要求分析,应针对平面和孔的技术要求进行分析
平面的精度要求箱体零件的设计基准一般为平面,本箱体各孔系和平面的设计基准为G面、H面和P面,其中G面和H面还是箱体的装配基准,因此它有较高的平面度和较小表面粗糙度要求
孔系的技术要求箱体上有孔间距和同轴度要求的一系列孔,称为孔系
为保证箱体孔与轴承外圈配合及轴的回转精度,孔的尺寸精度为IT7,孔的几何形状误差控制在尺寸公差范围之内
为保证齿轮啮合精度,孔轴线间的尺寸精度、孔轴线间的平行度、同一轴线上各孔的同轴度误差和孔端面对轴线的垂直度误差,均应有较高的要求
孔与平面间的位置精度箱体上主要孔与箱体安装基面之间应规定平行度要求
本箱体零件主轴孔中心线对装配基面(G、H面)的平行度误差为0
表面粗糙度重要孔和主要表面的粗糙度会影响连接面的配合性质或接触刚度,本箱体零件主要孔表面粗糙度为0
8um,装配基面表面粗糙度为1
箱体类零件的材料及毛坯箱体零件的材料常用铸铁,这是因为铸铁容易成形,切削性能好,价格低,且吸振性和耐磨性较好
根据需要可选用HT150〜350,常用HT200
在单件小批量生产情况下,为缩短生产周期,可采用钢板焊接结构
某些大负荷的箱体有时采用铸钢件