1专用夹具设计1
1设计前的准备工作设计前的准备工作包括编制工件加工工艺规程,提出相应的夹具设计任务书,对定位基准、加紧方案及其有关要求做出说明
明确工件的年生产纲领它是夹具总体方案确定的依据之一,它决定了夹具的复杂程度和自动化程度如大批量生产时,一般选择机动、多工件,自动化程度高的方案,结构也随之复杂成本也提高较多
熟悉工件零件图和工序图零件图给出了工件的尺寸、形状和位置、表面粗糙度等精度的总体要求,工序图则给出了夹具所在工序的零件的工序基准、工序尺寸、已加工表面、待加工表面、以及本工序的定位、夹紧原理方案,这是夹具设计的直接依据
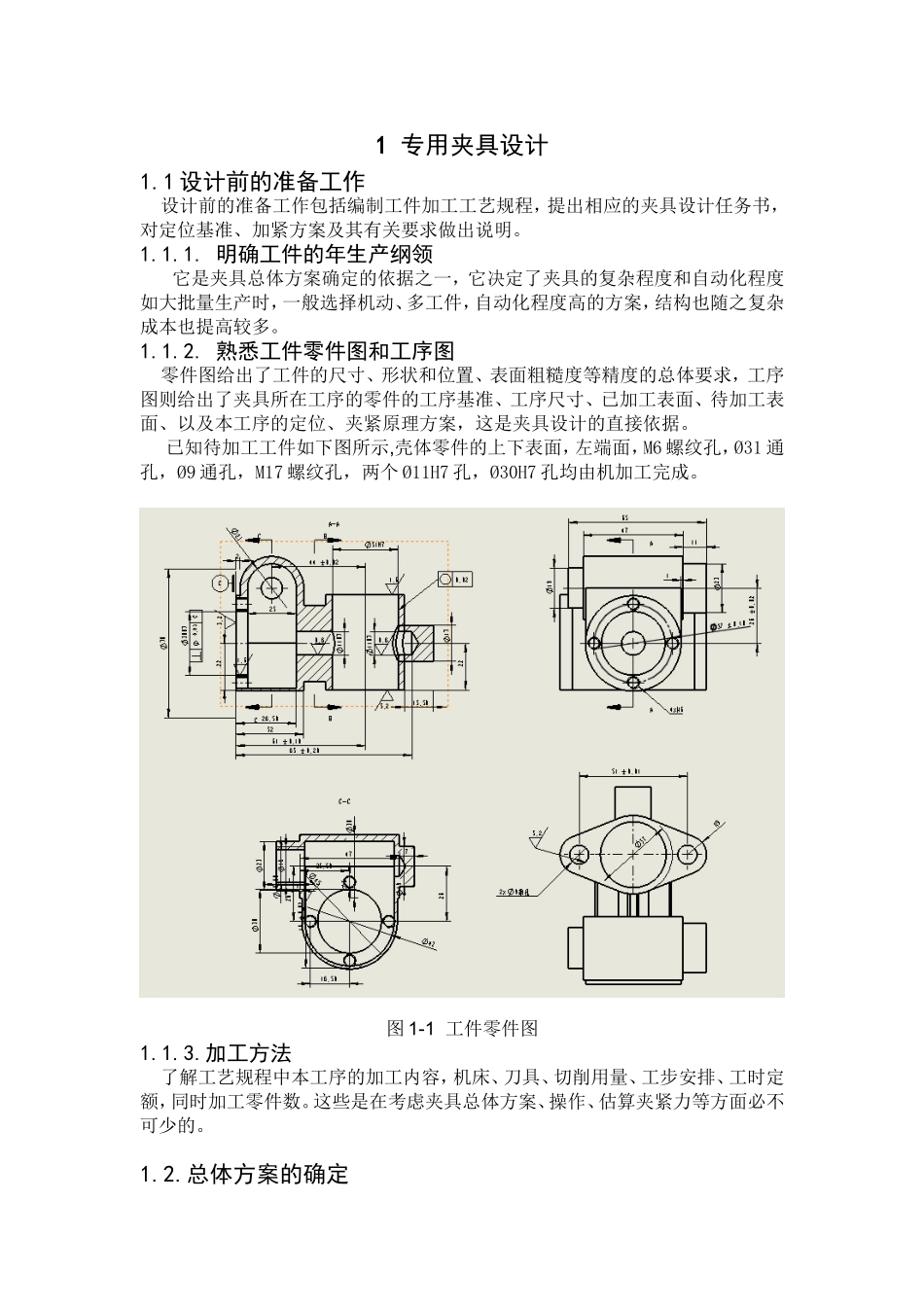
已知待加工工件如下图所示,壳体零件的上下表面,左端面,M6螺纹孔,Ø31通孔,Ø9通孔,M17螺纹孔,两个Ø11H7孔,Ø30H7孔均由机加工完成
图1-1工件零件图1
加工方法了解工艺规程中本工序的加工内容,机床、刀具、切削用量、工步安排、工时定额,同时加工零件数
这些是在考虑夹具总体方案、操作、估算夹紧力等方面必不可少的
总体方案的确定1
定位方案工序图只是给出了原理方案,此时应仔细分析本工序的工序内容及加工度要求,按照六点定位原理和本工序的加工精度要求,确定具体的定位方案和定位元件,要拟定几种具体方案进行比较,选择或组合最佳方案
根据工序图给出的定位元件方案,按有关标准正确选择定位元件或定位的组合
在机床夹具的使用过程中,工件的批量越大,定位元件的磨损越快,选用标准定位元件增加了夹具零件的互换性,方便机床夹具的维修和维护
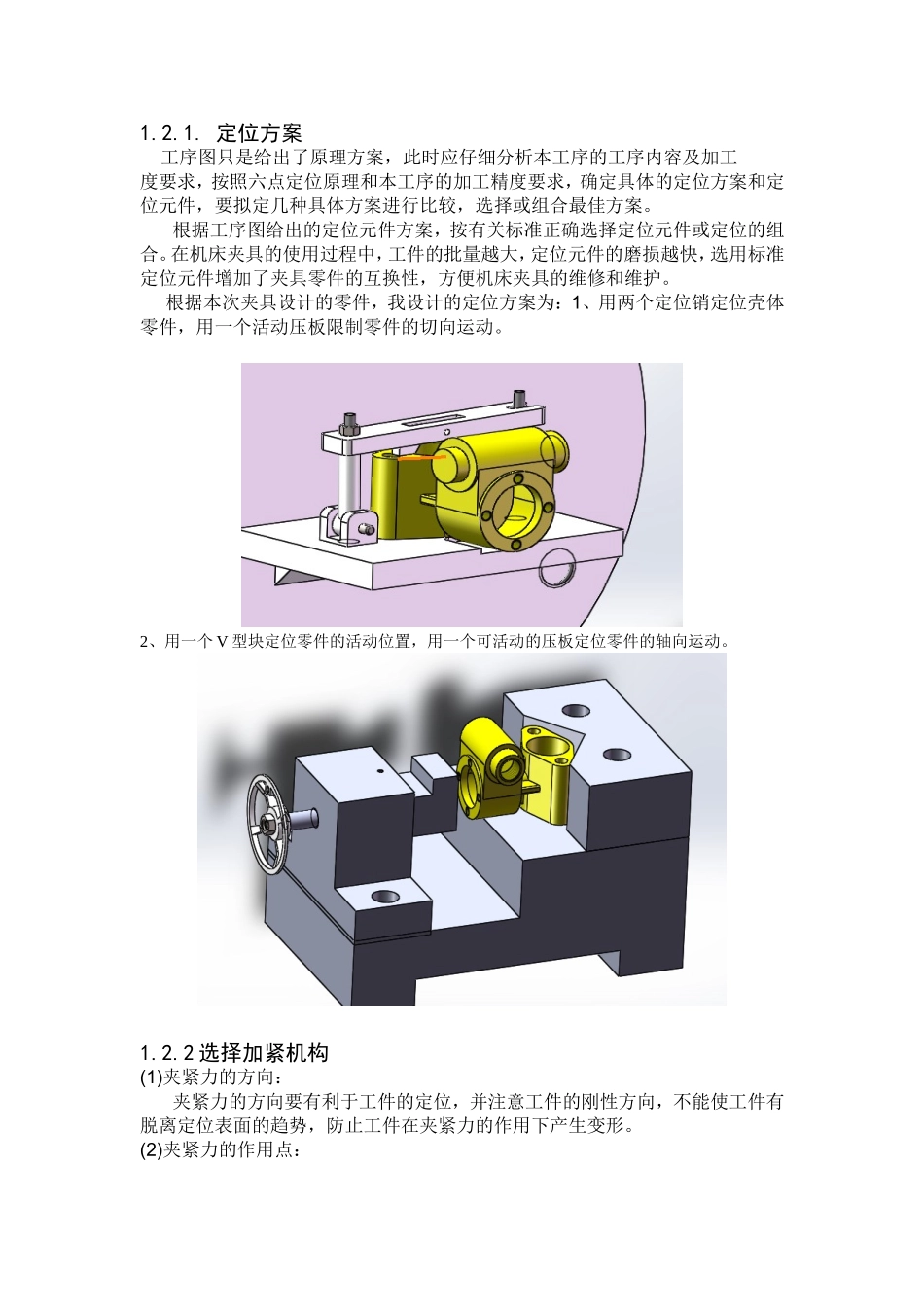
根据本次夹具设计的零件,我设计的定位方案为:1、用两个定位销定位壳体零件,用一个活动压板限制零件的切向运动
2、用一个V型块定位零件的活动位置,用一个可活动的压板定位零件的轴向运动
2选择加紧机构(1)夹紧力的方向:夹紧力的方向要有利于工件的定位,并注意工件的刚性方