超声波焊接的塑件设计规范一
超声波设计准则:1
两熔接面的最初接触面积必须减少以减少溢胶发生
提供一种能使两接触面相互对位的方式,可采用插针,插孔,阶梯或沟槽
整个熔接面必须均匀一致与紧密接触,尽可能保持在同一平面
美工线:设计特性使熔接完毕后接口四周将出现0
64mm之空隙,因为工件与工件之间的变形不易被发现
避免直角转角设计,为了增加熔接强度建议咬花面设计
熔接面有熔接线和剪切两种主要设计类型
导熔线:是在两熔接面之一上形成一条三角形凸出的材料,导熔线的基本作用是聚集能量并且迅速把要熔接的一面熔解,导熔线能够快速溶解到最高的熔接强度
导熔线必须愈尖愈好,当熔接低温度熔解的塑料,导熔线高度不可低于0
25mm,若熔接半结晶型或高熔解温度的塑料时,导熔线高度不可低于0
(一)基本导熔线设计观念可以运用在平头熔接面以外的熔接面设计上去以取得额外的优点
阶梯式导熔线:主要用语外观件上需要精确对位与不溢胶上的设计
注意这种设计的壁厚要求最小尺寸为2mm
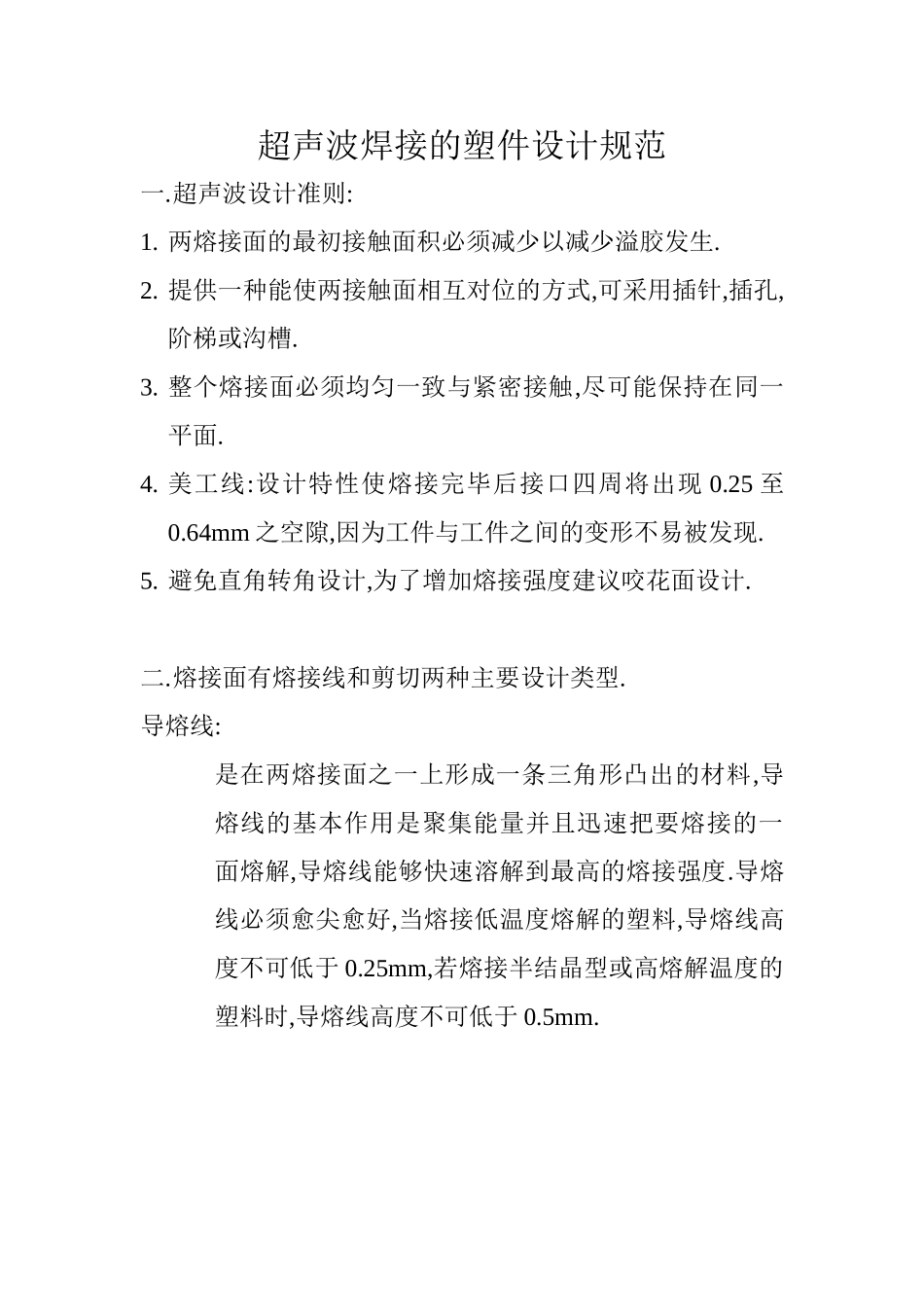
沟槽式导熔线:主要是能从里外两面防止溢胶并且可能提供对位功能,提升高度的熔合使熔接面积增加而提升熔接强度的设计,注意这况设计的壁厚要求最小尺寸为2mm
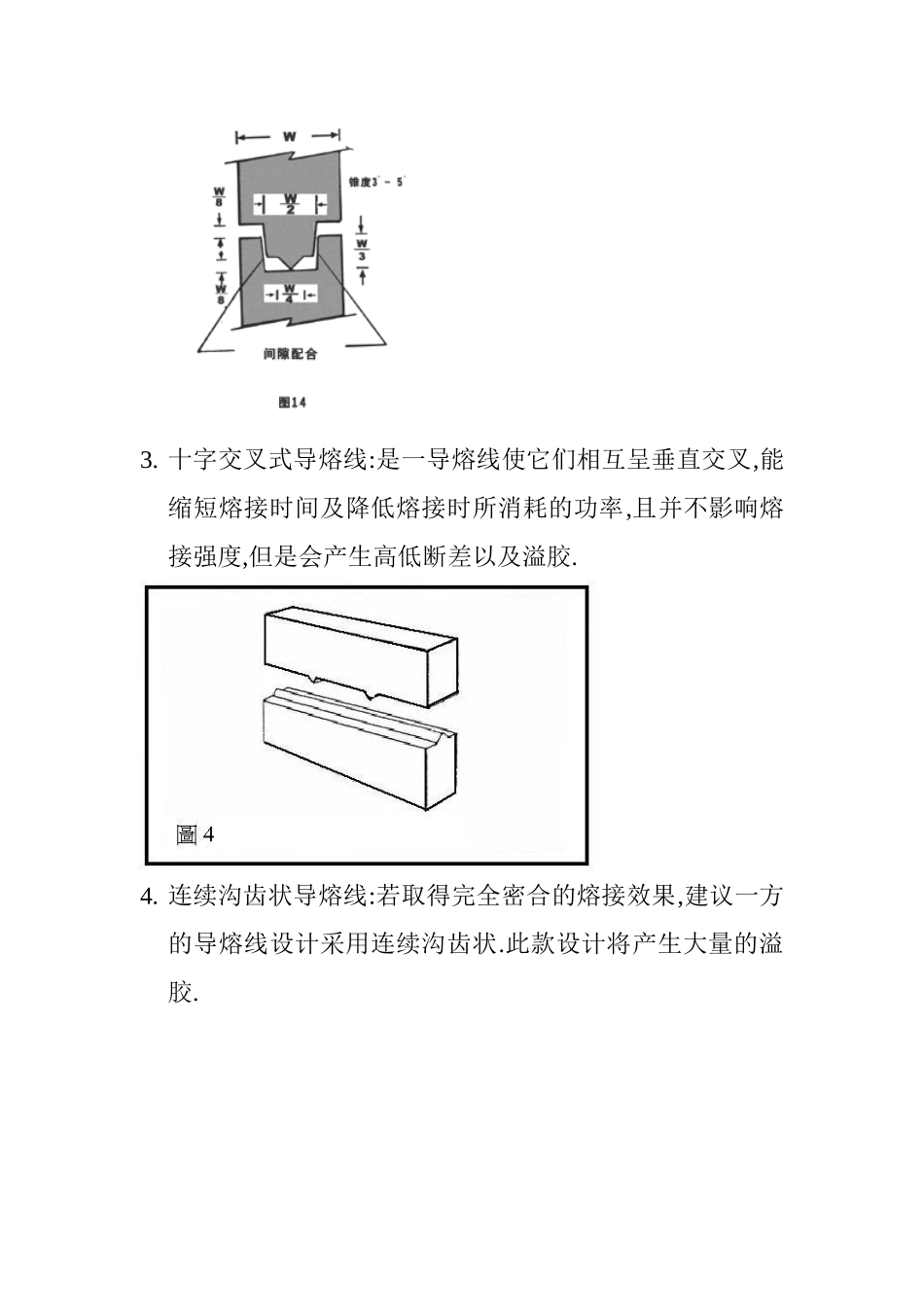
十字交叉式导熔线:是一导熔线使它们相互呈垂直交叉,能缩短熔接时间及降低熔接时所消耗的功率,且并不影响熔接强度,但是会产生高低断差以及溢胶
连续沟齿状导熔线:若取得完全密合的熔接效果,建议一方的导熔线设计采用连续沟齿状
此款设计将产生大量的溢胶
垂直与墙壁式导熔线:适用于增加抗撕裂与减少溢胶,这种设计仅适用于只需要结构性的熔接而已
间断的导熔线:可以减少熔接面积因此降低能量或所需的功率层级,这种设计只能用非要求高强度的结构性熔接而已
凿子型导熔线:壁厚不到1
524mm时可以采用,适用于薄壁以及小的工件的塑件上使用,但