Electroplatingprocessflow电镀工艺流程汇报人:某某某时间:20xx
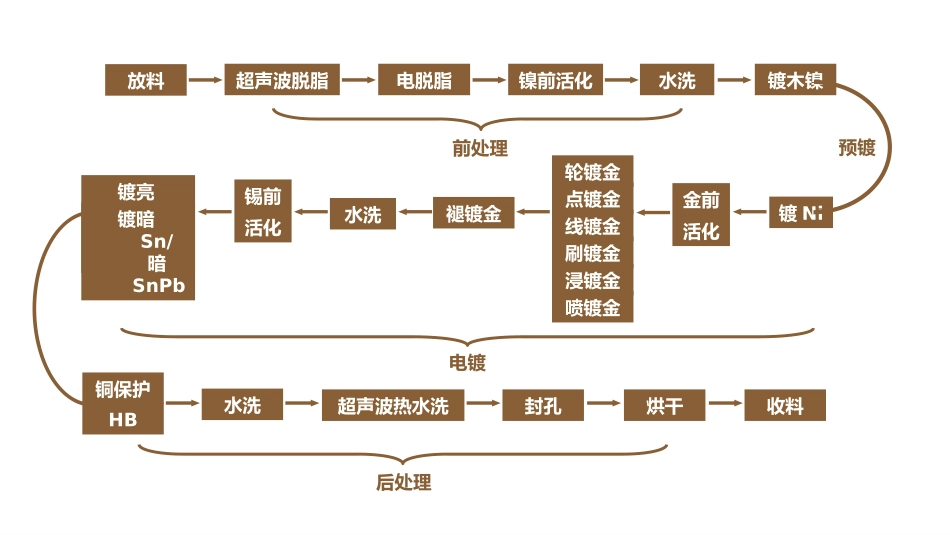
xx放料超声波脱脂电脱脂镍前活化水洗褪镀金水洗锡前活化轮镀金点镀金线镀金刷镀金浸镀金喷镀金镀亮Sn/亮SnPb镀暗Sn/暗SnPb水洗超声波热水洗封孔烘干收料前处理电镀后处理镀Ni镀木镍预镀HB铜保护金前活化放料电镀前处理预镀电镀01
CONTENTS电镀后处理05
放料放料放料方式:1
立式放卷:适用于S1-P2流程2
卧式放卷:适用于P1流程(线材)注意确认事项(责任岗位:放料员):1
各个导料治具需平滑,防止刮伤到工件;2
提前调整好感应装置灵敏度及转动方向;3
产品上架前需检查来料卷盘是否有破损变形,目测工件是否有变形,工件表面油污是否过重,数量是否明显少料,发现异常暂放一边及时报告班长,由班长通知QC进行不良确认;4
注意断头,防止断头直接跑入电镀槽;5
正常生产时注意维护和提升放料区域的6S
此工序主要易造成歪针、划伤等不良电镀前处理电镀前处理:电清洗1
确认母槽液位是否处于标准液位,液位勤加少加;2
一般情况下铜材使用双阴极脱脂,不锈钢使用先阴极后阳极脱脂,具体请参考工艺参数表说明;3
开机前和正常生产时点检确认槽液是否有带出;4
料带完全浸没于溶液中(如右图);5
确保导电装置无明显腐蚀;6
保养:更换槽液,打磨阳极板,清洗子母槽,管道,更换腐蚀的铜刷
电清洗失效后常见不良:浓度异常导致除油不净,电镀后PEELING漏底材;铜刷打火造成表面异物或花纹
作用精除油,利用电解水产生氢气和氧气气泡的原理将工件表面的油污带出成分NP100A+B条件浓度:60-90g/L温度:110-140℉注意/确认事项(责任岗位:放料员):电镀前处理:活化(酸洗)作用:粗除油,利用震动产生的小气泡将凹坑与弯角内油污带出清洗
成分:NP100A+B条件:浓度:7