稻壳制备糠醛的研究一、实验研究的目的1.探究常压下硫酸,无机盐催化稻壳水解制备糠醛的最佳参数;2.了解稻壳制备糠醛的意义
二、实验研究的背景环境污染,能源危机等问题制约着经济的高速发展,迫使我们必须开拓新的领域,寻找新的能源替代方式
目前,生物质资源被认为是替代化石资源的最佳选择
生物质是指利用水、土地、大气等通过光合作用而产生的各种有机体[1]
我国种植水稻产量很大,给制备糠醛提供了大量的稻壳原料
合理利用稻壳制备糠醛很有经济价值
三、实验原理本实验所得糠醛是由稻壳中戊聚糖在硫酸作用下首先水解生成戊糖,生成的戊糖再经酸催化脱水而成,反应式为:四、实验所用主要仪器设备和药品1.仪器设备循环水式多用真空泵(SHB-111A型,郑州长城科工贸有限公司);电热恒温鼓风干燥箱(DGG-9053A型,上海森信实验仪器有限公司);电子天平(JY10001,上海民桥精密科学仪器有限公司);阿贝折光仪(GZ10-,北京东方德教育科技有限公司)2.药品三氯甲烷(分析纯,上海化学试剂有限公司);硫酸(分析纯,上海申翔化学试剂有限公司);无水三氯化铁(分析纯,靖江市明琪硫化铁有限公司);无水三溴化铁(分析纯,靖江市明琪硫化铁有限公司);无水氯化铝(分析纯,靖江市明琪硫化铁有限公司);氯化钠(分析纯,江苏益林化工厂);稻壳(自制)
五、实验部分1
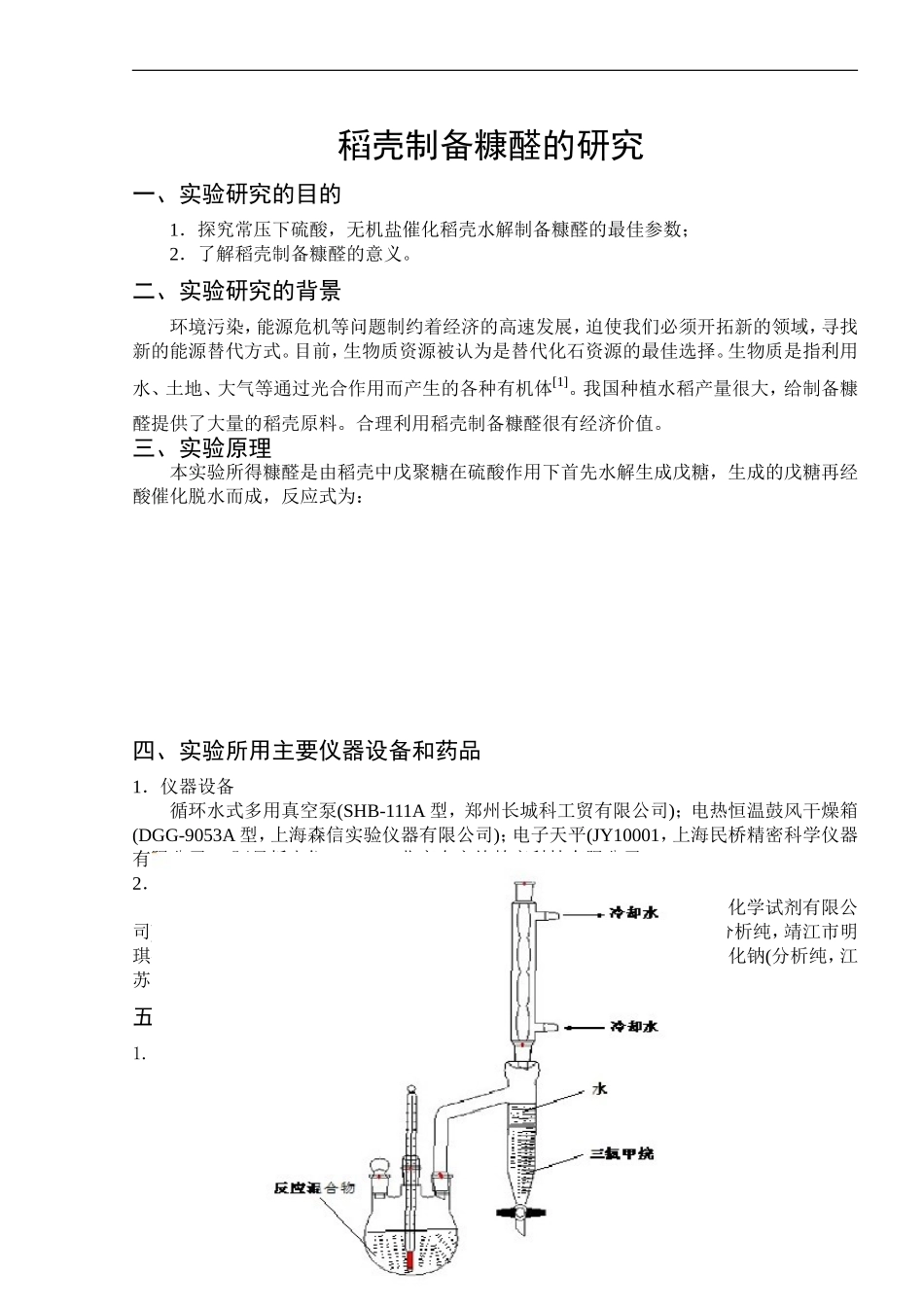
实验装置图盐城师范化学化工学院探究性实验报告2
实验步骤(1)将稻壳洗干净,烘干,用粉碎机粉碎
(2)如图一搭好装置
(3)称取(量)一定量的粉碎了的稻壳及一定量稀硫酸,无机盐催化剂于250mL三口烧瓶中,并加入几粒沸石;在分水器内加入适量三氯甲烷
(4)用电炉加热三口烧瓶回流萃取一段时间
(5)取分水器下层液蒸馏,待61℃左右馏分完全出后换减压蒸馏,取-0
1MPa的真空度下60~70℃的馏分
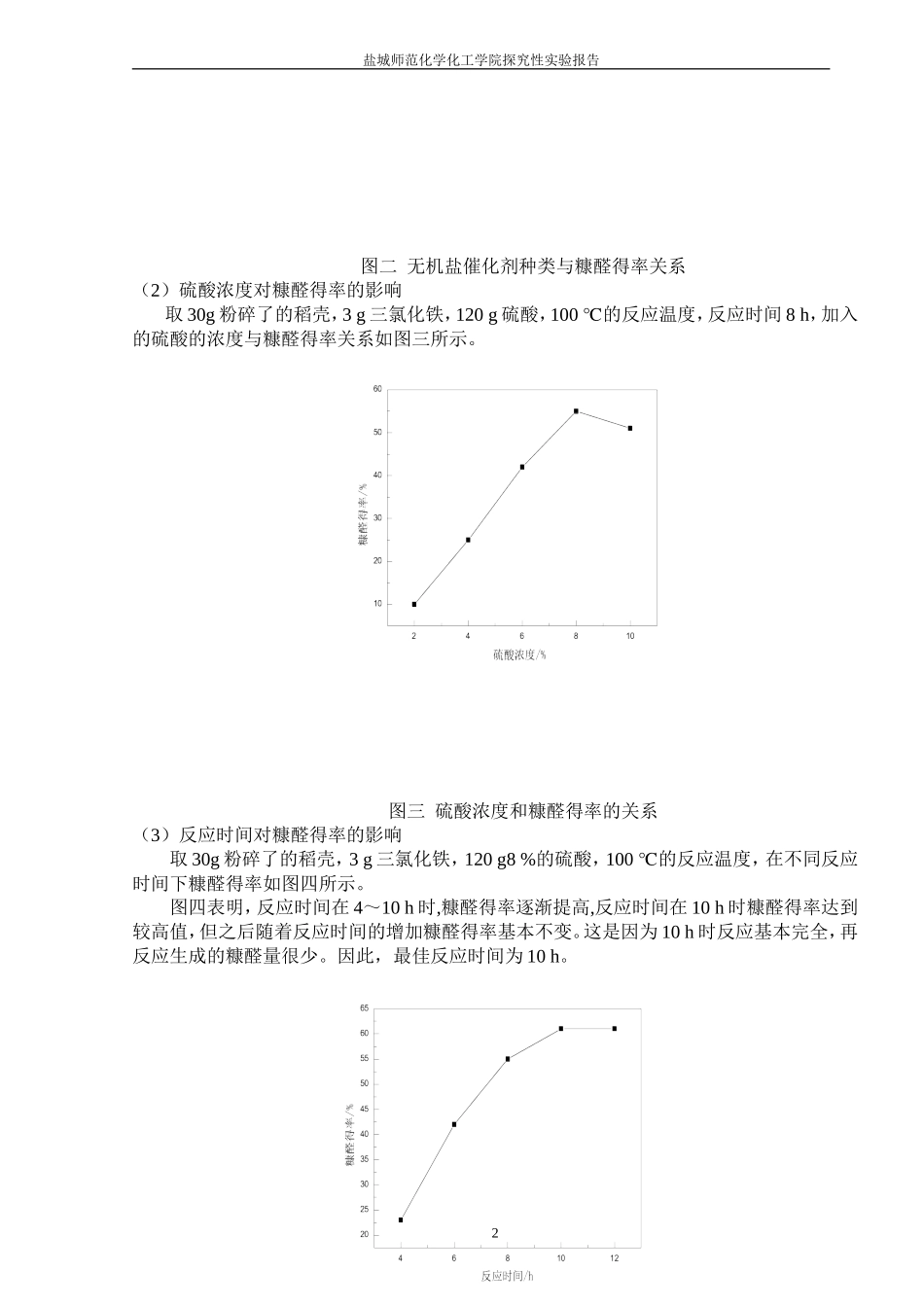
取减压条件下得到的馏分称重,测沸点及折光率,并计算得率