焊接工艺规程文件编号:QW75-9-29A版生效日期:2009
1第1页/共3页:文件更改记录版本日期主要更改更改单号编写审批职务Function姓名Name日期Date2009-9-262009-9-26签名Signature本版文件的发放记录发放单位质量科生产科技术科份数111签名、日期1
目的此工艺规程是规定具体操作方法,让焊接操作员工在工艺方面有章可依2
范围此工艺规程适合管塔焊接作业时使用3
定义管塔--钢管杆、变电构支架、通信杆4
引用文件产品制作及出厂技术标准(SVSST-M)5
1本工艺规程由技术部主管负责5
2生产部焊接岗位操作员工负责本规程的实施
规定6.1焊材要求文件编号:QW75-9-29A版生效日期:2009
91第2页/共3页:焊接工艺规程6
1用于焊接的材料(焊条、焊丝、焊剂等),均须附有质量保证书或检验报告,合格后方可使用
2焊条、焊丝、焊剂,应储存于通风干燥的地方,焊条应存放在置货架上,置货架应与地面和墙面保持一定距离,一般不小于300mm,并设有专人保管,随用随领
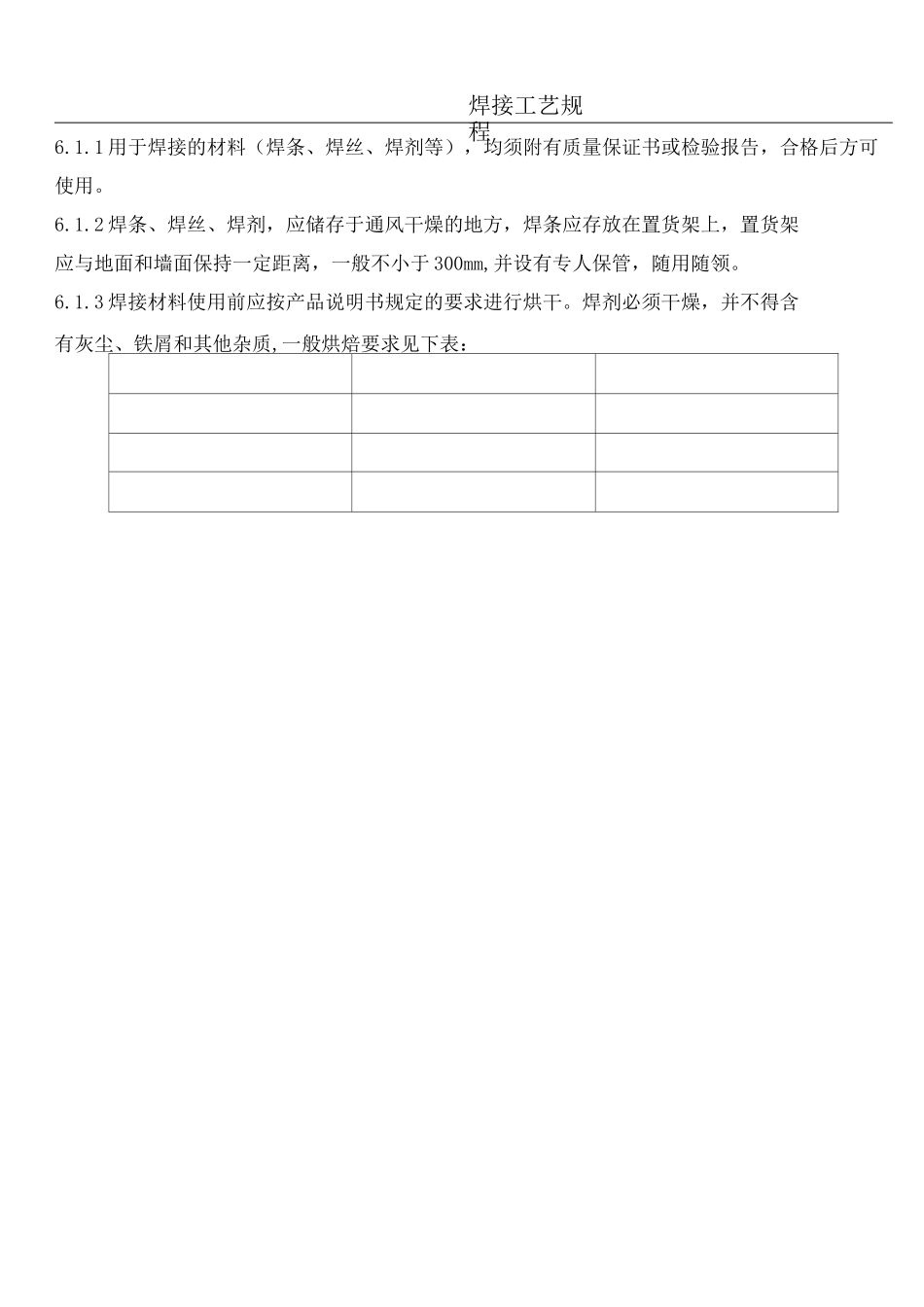
3焊接材料使用前应按产品说明书规定的要求进行烘干
焊剂必须干燥,并不得含有灰尘、铁屑和其他杂质,一般烘焙要求见下表:6
6对于严重受潮变质的焊条,应由有关职能部门进行必要的检验,并作出相应的处理或报废、降级使用
7氧气纯度不低于98
5%C02气体纯度不得低于99
5%氩气纯度不得低于99
2工艺要求6
1首次采用的焊接工艺应按《建筑钢结构焊接规程》和《钢结构工程施工及验收规范》的规定进行焊接工艺评定,评定合格后方可进行焊接工作,当焊接材料的焊接工艺变化时,应重新进行工艺评定
2焊接的工艺参数,设计有规定的应按规定焊接
3焊接工艺中应对焊接变形加以控制,具体如下:6