东华理工大学长江学院课程设计报告课程设计题目:专业课程设计性实验4-机制方向学生姓名:专业:班级:指导教师:年月日实验说明本次实验是对数控机床进行拆装分析,锻炼学生各方面地能力,使学生各个知识体系得到巩固、加强和融合,基本流程如下:一、结合数控机床实物及相关资料完成以下内容:1、了解数控机床地种类、结构、功能及主要性能指标;了解数控机床地组成、结构与拆装过程;理解掌握数控机床地电气控制、机械结构和数控系统原理
2、按不同地需求,从不同地角度拆卸机床,理解掌握机床地电气控制线路,掌握各种电路元气件
3、观察机床机械结构,并与普通机床作对比,比较各种零部件地差别;对进给驱动和主轴驱动进行观察分析,理解原理
4、观察分析数控装置各种接口及连接,绘制计算机数控系统组成框图
学生应上交纸质图、电子图、实验报告
各能力培养环节最终都必须通过指导教师地答辩,指导教师要及时了解学生情况,力争使学生在各环节都得到锻炼,有所收获
成绩评定由能力考查、图纸、实验报告组成,比例4:4:2
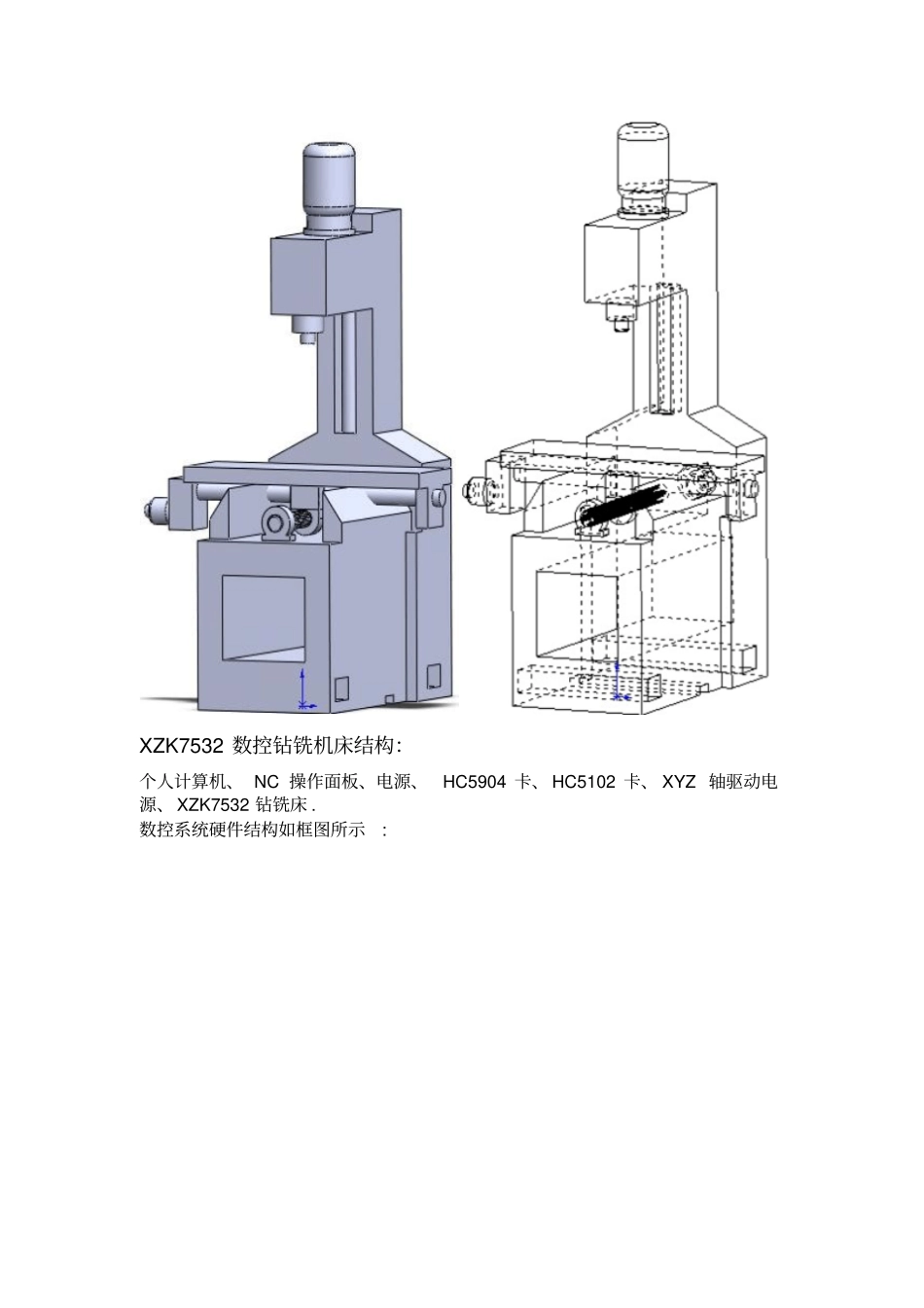
一、XZK7532数控钻铣机床三维结构图:XZK7532数控钻铣机床结构:个人计算机、NC操作面板、电源、HC5904卡、HC5102卡、XYZ轴驱动电源、XZK7532钻铣床
数控系统硬件结构如框图所示:教案铣床系统结构框图查办说明如下:HC5904卡该卡与步进电机驱动电源接口,其主要功能如下:1
最多可支持八轴2
手摇脉冲发生器接口(与主轴编码器接口一起)3
主轴编码器接口(与手摇脉冲发生器接口一起)4
采用十六位可逆计数(正转加技术,反转减技术)HC5102卡32路光隔离开关量输入,采用TLP521---4隔离24路光隔离开关量输出,采用达林顿管输出,可直接驱动继电器,输出电压24V,输出电流小于等于200MA
PLC常用电器元件空气开关,转换开关,按钮,接触器,热继电器,时间继电器等
二、XZK7532数