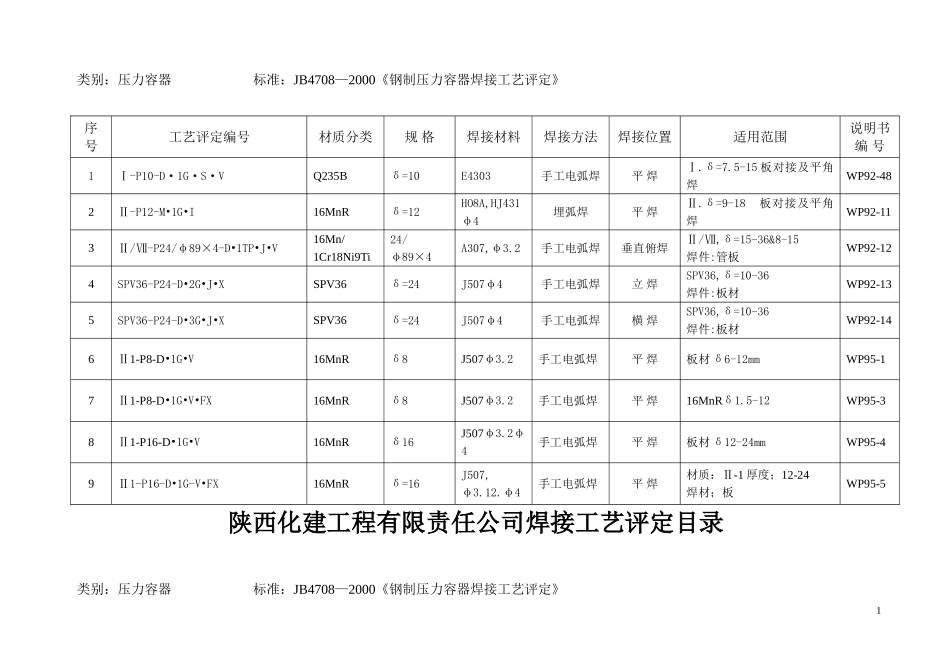
焊接工艺评定目录陕西化建工程有限责任公司焊检培训中心陕西化建工程有限责任公司焊接工艺评定目录类别:压力容器标准:JB4708—2000《钢制压力容器焊接工艺评定》序号工艺评定编号材质分类规格焊接材料焊接方法焊接位置适用范围说明书编号1Ⅰ-P10-D·1G·S·VQ235Bδ=10E4303手工电弧焊平焊Ⅰ
5-15板对接及平角焊WP92-482Ⅱ-P12-M•1G•I16MnRδ=12HO8A,HJ431φ4埋弧焊平焊Ⅱ
δ=9-18板对接及平角焊WP92-113Ⅱ/Ⅶ-P24/φ89×4-D•1TP•J•V16Mn/1Cr18Ni9Ti24/φ89×4A307,φ3
2手工电弧焊垂直俯焊Ⅱ/Ⅶ,δ=15-36&8-15焊件:管板WP92-124SPV36-P24-D•2G•J•XSPV36δ=24J507φ4手工电弧焊立焊SPV36,δ=10-36焊件:板材WP92-135SPV36-P24-D•3G•J•XSPV36δ=24J507φ4手工电弧焊横焊SPV36,δ=10-36焊件:板材WP92-146Ⅱ1-P8-D•1G•V16MnRδ8J507φ3
2手工电弧焊平焊板材δ6-12mmWP95-17Ⅱ1-P8-D•1G•V•FX16MnRδ8J507φ3
2手工电弧焊平焊16MnRδ1
5-12WP95-38Ⅱ1-P16-D•1G•V16MnRδ16J507φ3
2φ4手工电弧焊平焊板材δ12-24mmWP95-49Ⅱ1-P16-D•1G-V•FX16MnRδ=16J507,φ3
φ4手工电弧焊平焊材质:Ⅱ-1厚度;12-24焊材;板WP95-5陕西化建工程有限责任公司焊接工艺评定目录类别:压力容器标准:JB4708—2000《钢制压力容器焊接工艺评定》1序号工艺评定编号材质分类规格焊接材料焊接方法焊接位置适用范围说明书编号10Ⅱ1-P16-D/M•1G•