TP321高压管线焊接技术与管理闫文兴中国石油天然气第七建设公司二OOO年六月1.概述我公司承担施工的大庆油田化工总厂60万吨/年柴油加氢改质装置是由中国石化集团北京设计院设计的,该装置技术含量高,最高设计压力122
4MPa,最高设计温度450°
高压管线材质为TP321,是由意大利进口的,所需的匹配焊材也全部由国外进口(日本)
管径共有十种规格,φ21
34~φ355
6,壁厚范围4
79mm,对接焊缝238道
2.焊工培训考核与管理鉴于焊接施工难度大,在工程准备阶段,九九年十月我们对20名焊工进行了1Cr18Ni9Ti钢管的焊接模拟训练(由于TP321管还没有到货),并对培训成绩优秀的焊工给予奖励,为完成加氢改质装置高压管线焊接施工打下了坚实的基础
焊工通过考核、取证上岗,是控制焊接施工质量的重要手段
焊工除具有劳动部门颁发的《锅炉压力容器焊工考试合格证》外,所有参加该管线焊接的焊工,均按照我公司程序文件及加氢改质装置编制的《质量保证计划》要求,上岗前进行一次理论与实际操作的考核,合格后方可上岗
日常管理是焊接施工质量控制的又一重要环节,我们及时与建设单位、监理单位及我方质检部门到现场对焊工施焊质量进行检查,对每一道焊口用单线图跟踪,发现个别焊工的焊缝外观质量达不到标准要求的重新处理
我们还制定了管道焊接经济责任制来提高一次合格率,并每月兑现一次,大大调动了焊工的积极性,加快了加氢改质装置的建设速度
根据建设单位及SHJ509-88《石油化工工程焊接工艺评定》的要求,为了对进口管材、焊材进行焊接工艺评定,抽调4名优秀焊工,首先学习研究分析TP321管材及焊材质量证明书,在此基础上,我们拟定了焊接工艺指导书,先后完成焊接工艺评定10项,及时整理了简明扼的“焊接工艺指导书”,下发施工队及参加高压管线焊接的焊工,指导现场施工,满足了焊接施工的需要
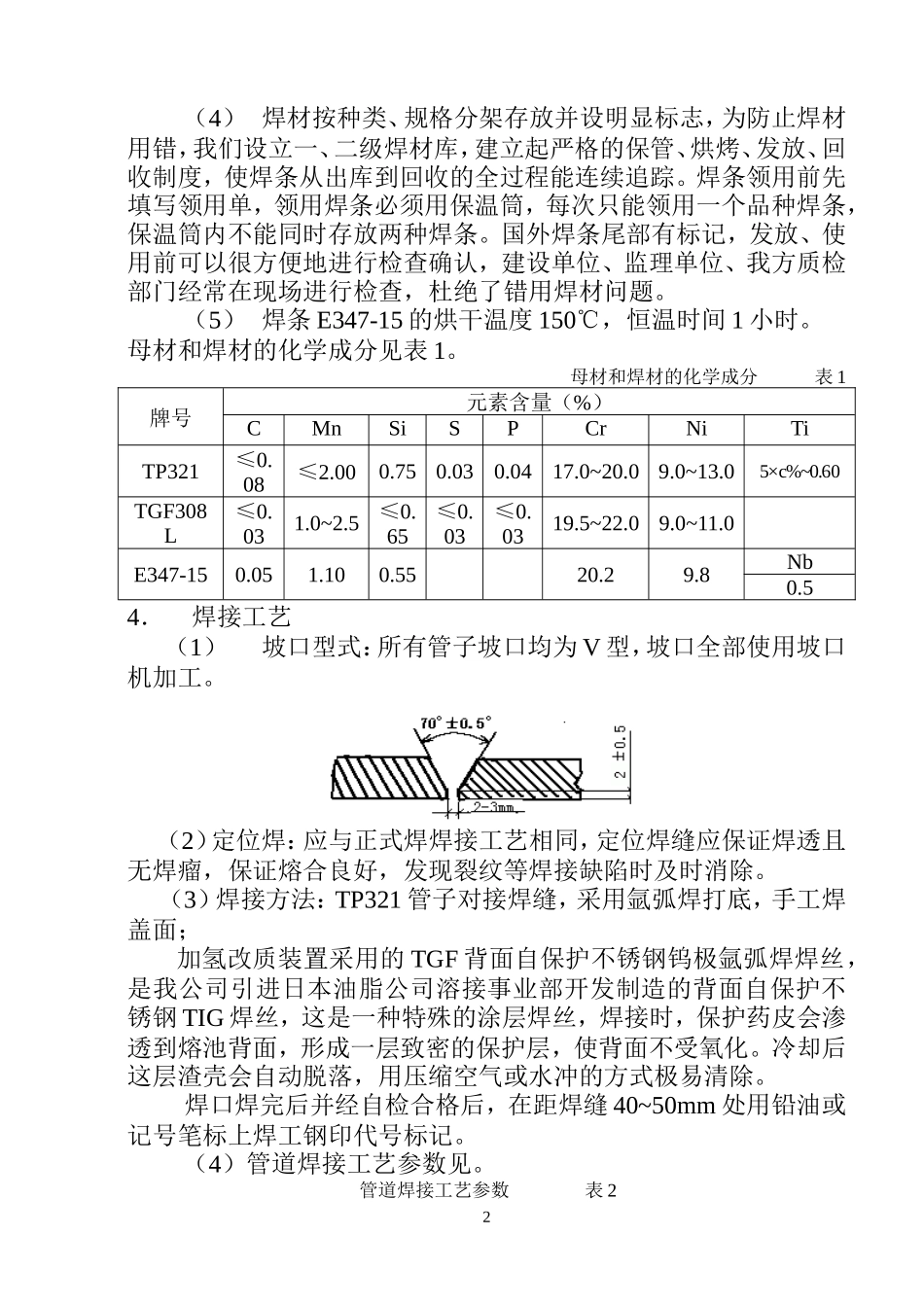
3.焊接材料管