防止胶件缩水的结构优化一、缩水的概念缩水就是胶件表面形成局部凹陷、空洞的现象
缩水是塑胶产品注塑缺陷里最常见的现象,常发生在骨位处,螺丝柱位处等胶位比较厚的地方
缩水的影响:1、由于缩水造成塑料件表面形成凹陷,造成表面不均匀,影响外观,缩水缺陷明显还不能通过表面处理遮挡,光亮的表面处理还会放大缺陷
2、缩水会造成局部的结构尺寸发生变化,从而影响装配
技巧提示:对于外观要求不高的产品,缩水可以接受,结构设计时用加强筋加强,如塑料凳、胶椅等
胶件缩水实物如图1-1所示
2013-6-1015:31上传图1-1缩水实物图片二、缩水的原因分析为什么会产生缩水
缩水产生是因为塑料在注塑时要将原料熔化成融化状,融化状的塑料在通过模具成型时需要冷却,从而产生收缩,如果塑胶产品的厚度不一样或者注塑参数调整不对,就会在产品上发生不同程度的收缩,严重的部分会因为收缩而使产品表面留下不同程度凹陷及空洞
产生缩水的原因主要有:1、结构设计上,胶件壁厚不均匀或者胶件太厚
2、模具设计上,流道太细、模具温度过高、模具的冷却水路设计不对等
3、在注塑上,保压时间不够,注塑压力太小,注塑速度太慢等
解决思路:解决缩水的方法要从结构设计、模具设计、调整注塑参数综合去解决
1、在结构设计上胶厚尽量均匀,不均匀处圆滑过渡,同时注意掏胶
2、改善模具设计
3、增加保压时间,加大注塑压力及调快注塑速度等
三、加强筋厚度设计解决缩水的方法要从结构设计、模具设计、调整注塑参数综合去解决,但首先的方法就是结构设计解决,因为模具设计、调整注塑参数这是后续的补救措施,如果结构设计不良,后续补救也解决不了问题
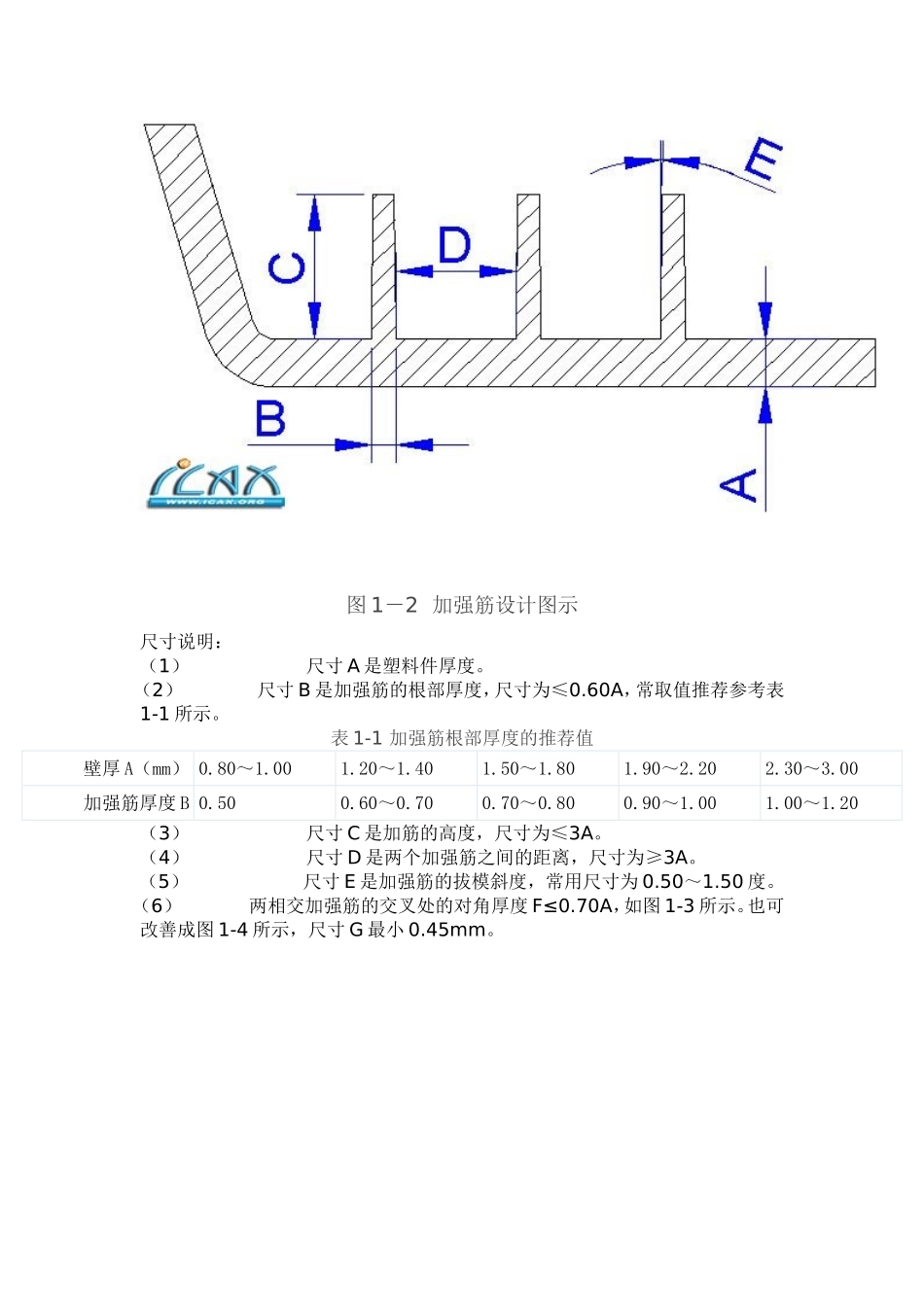
加强筋是缩水最易产生的地方,加强筋的厚度设计如图1-2所示
图1-2加强筋设计图示尺寸说明:(1)尺寸A是塑料件厚度
(2)尺寸B是加强筋的根部厚度,尺寸为≤0
60A,常取值推荐参考表1-1所示
表1-1加强筋根部厚度