储备与物流方案及相关材料第一部分物资储备一、原材料采购、检验、保管与使用(一)、本结构工程采用的主要材料构件名称钢材牌号执行标准型钢Q345BQ235B《低合金高强度结构钢》GB/T1591《碳素结构钢》GB/T700钢板材Q345BQ235B《低合金高强度结构钢》GB/T1591《碳素结构钢》GB/T700高强螺栓10
9级《钢结构高强度大六角头螺栓》GB/T1228~1231《钢结构用扭剪型高强度螺栓连接副》GB/T3632~3633普通螺栓4
8级C级《六角头螺栓》GB/T5782《六角头螺栓-C级》GB/T5780、钢材的抗拉强度实测值与屈服强度实测值的比值不应小于1
2;、钢材应有明显的屈服台阶,且伸长率应大于20%;、钢材应有良好的可焊性和合格的冲击韧性;、钢材应有碳、硫、磷含量的合格保证
、圆柱头焊钉(栓钉)连接件的材料应符合现行国家标准电弧螺栓焊用《圆柱头焊钉》(GB10433-89)的规定,焊钉长度不小于4d,应采用自动定时的栓焊设备进行施焊
、防火涂料的技术指标应符合《钢结构防火涂料应用技术规范》(CECS24-90)的规定
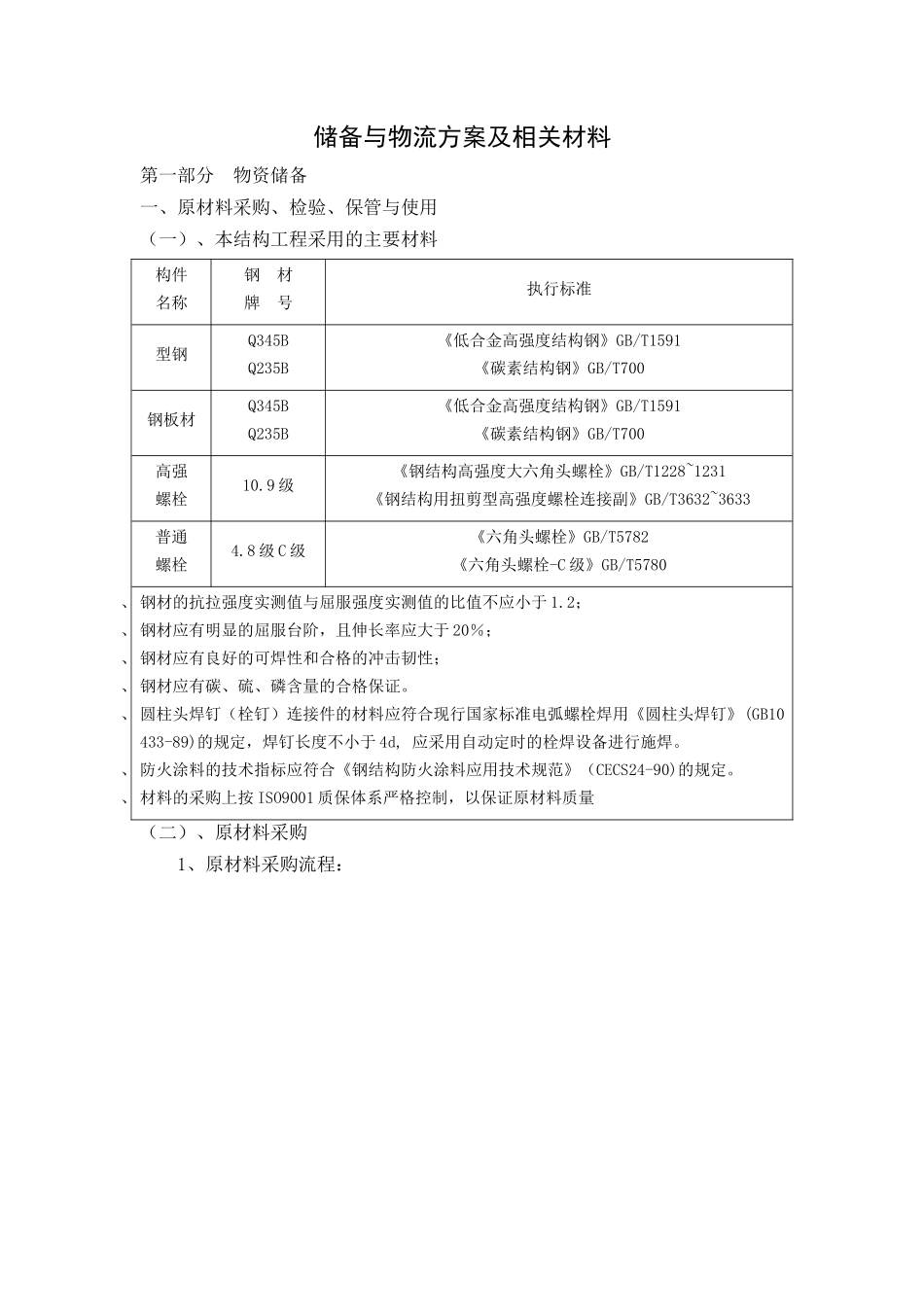
、材料的采购上按ISO9001质保体系严格控制,以保证原材料质量(二)、原材料采购1、原材料采购流程:2、主要材料采购计划基本模式材料采购计划必须服从于整个加工制作工期和现场拼装工期计划
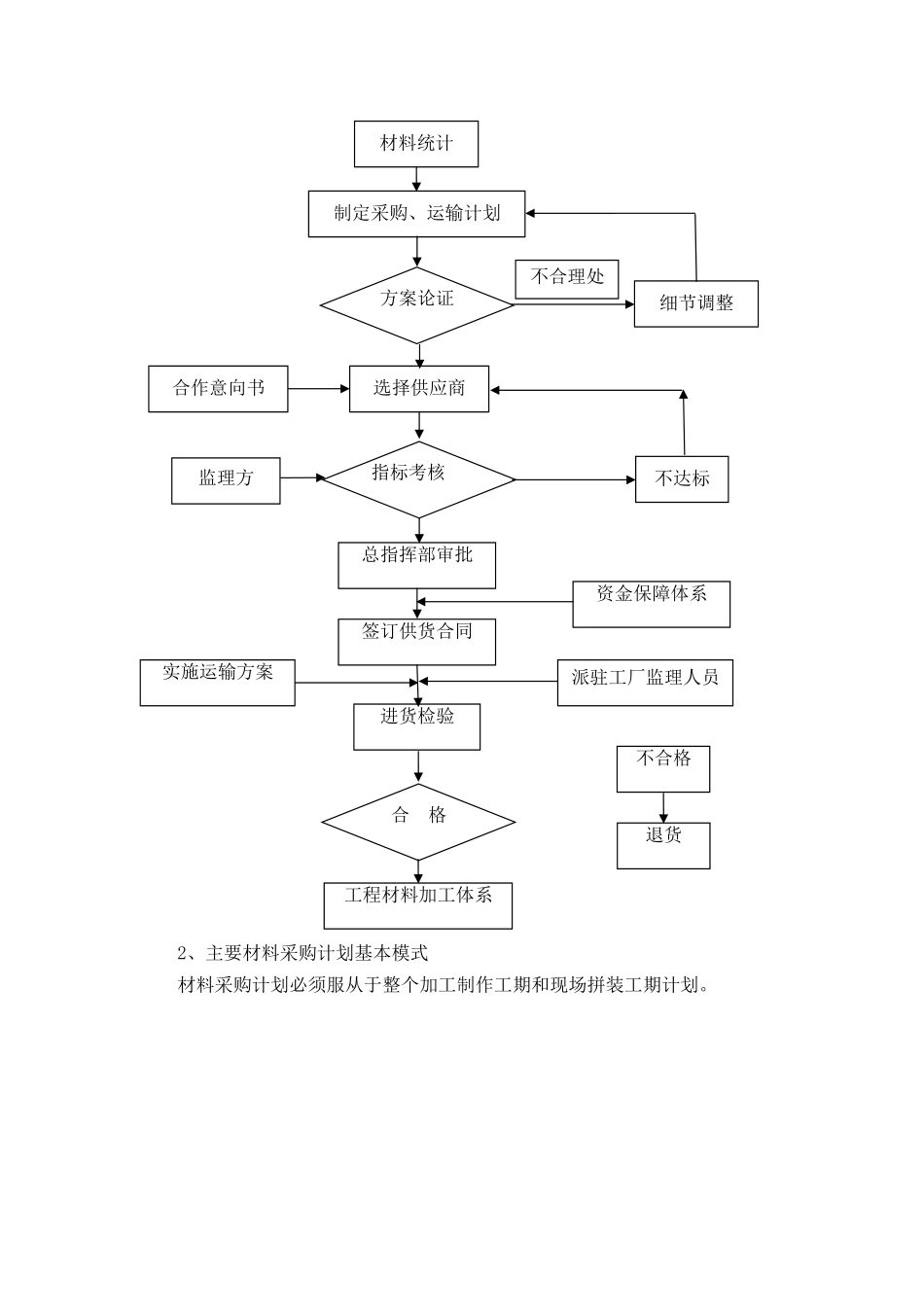
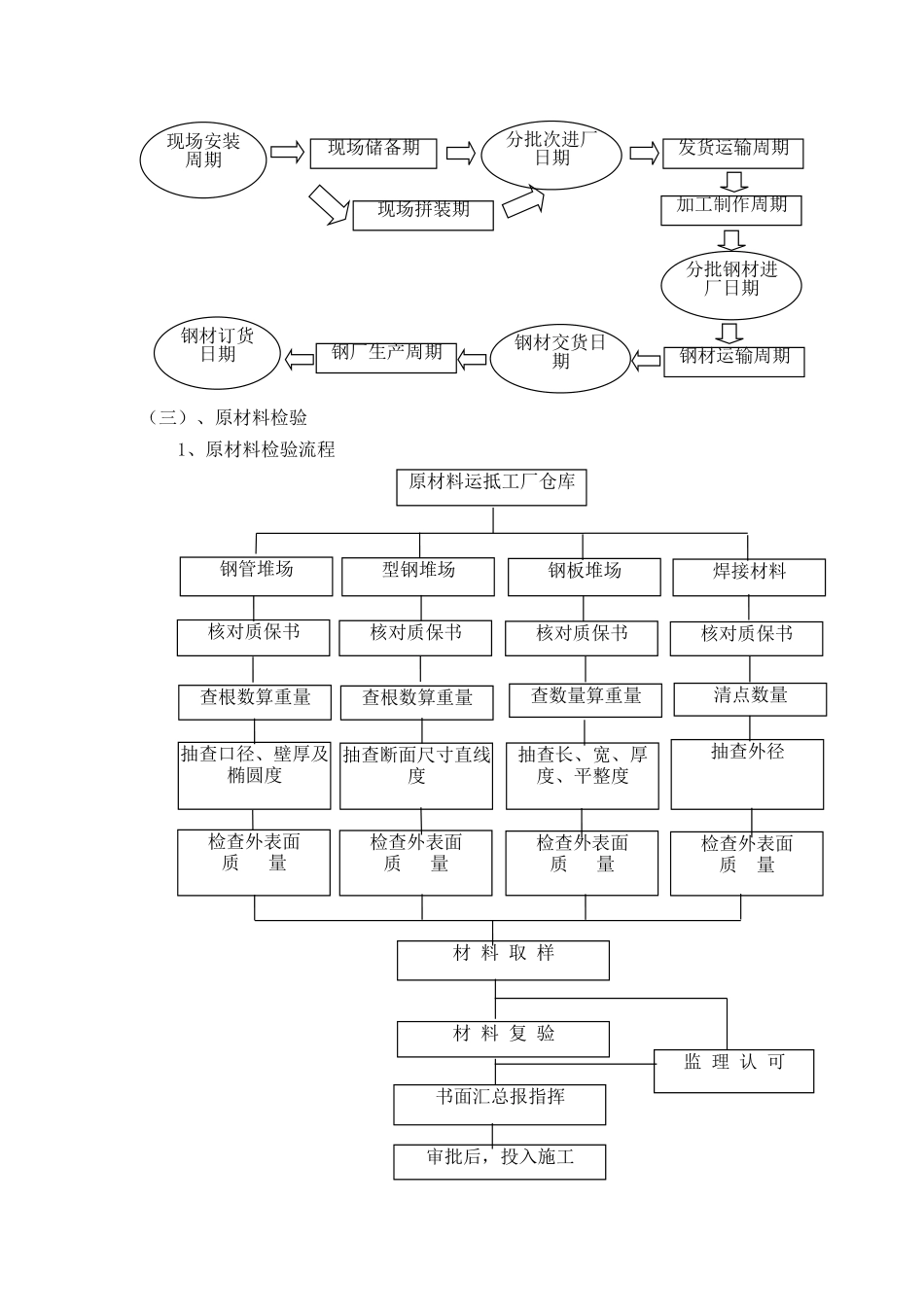
退货不合格实施运输方案派驻工厂监理人员资金保障体系工程材料加工体系合格进货检验签订供货合同总指挥部审批不达标监理方指标考核合作意向书选择供应商不合理处细节调整方案论证制定采购、运输计划材料统计(三)、原材料检验1、原材料检验流程现场拼装期钢材订货日期钢厂生产周期钢材交货日期钢材运输周期分批钢材进厂日期加工制作周期发货运输周期分批次进厂日期现场储备期现场安装周期材料取样监理认可审批后,投入施工书面汇总报指挥材料复验检查外表面质量检查外表面质量检查外表