钢板组合梁施工方法及操作要点1
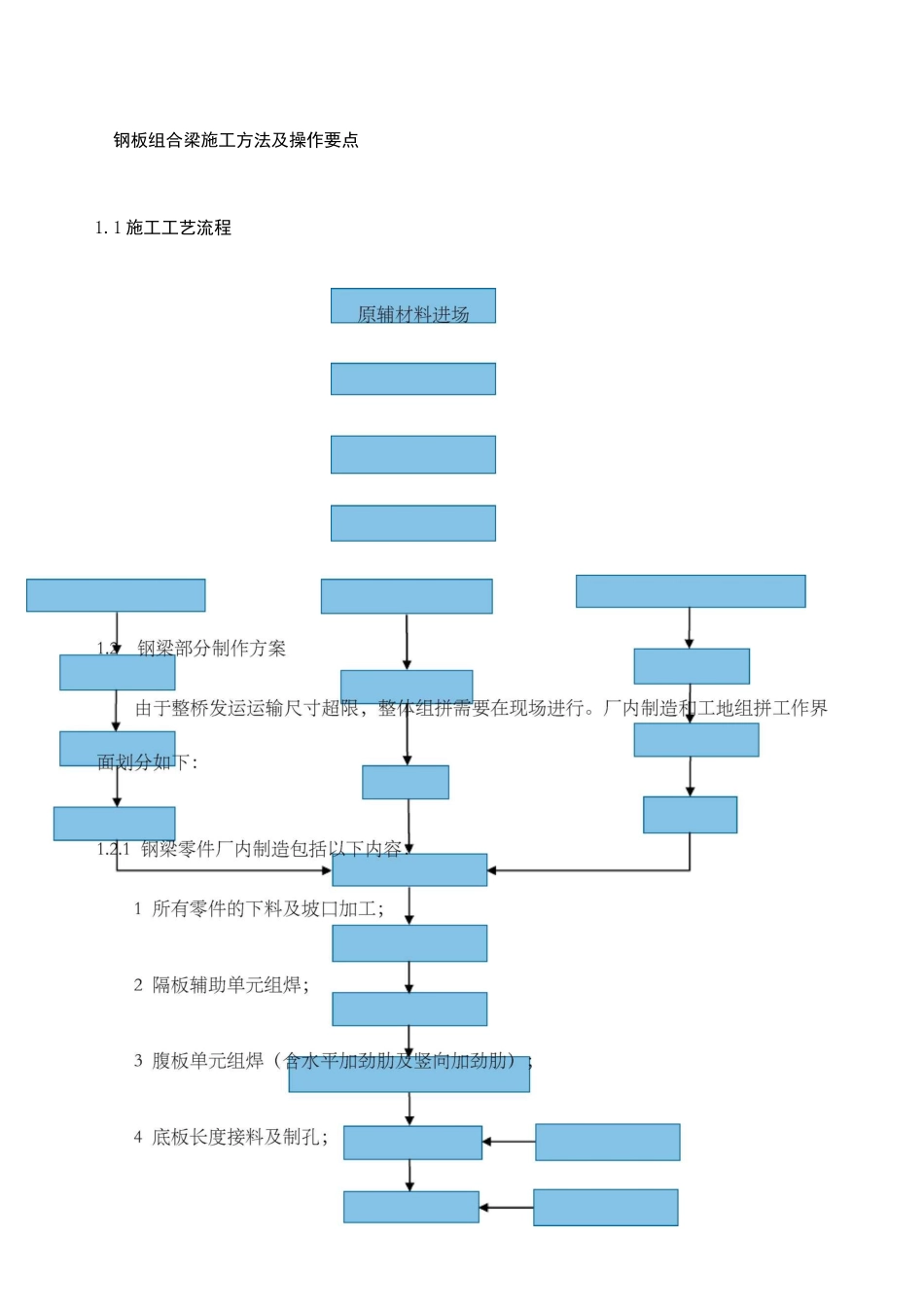
1施工工艺流程1
2现场组拼1底板宽度接料及二次切头
3边腹板水平加劲肋嵌补段组焊
4翼缘板剪力钉焊接
5表面处理及涂装
3钢梁部分制造工艺1
1厂内单元件制造1、采用精密火焰切割下料,预留焊接收缩量,腹板预留适当的预拱度,用于抵消T型单元非对称焊接时产生的挠度,下料后用赶板机校平保证钢板的平整度,并消除残余应力
组装时要保证间距尺寸
2、隔板采用数控精密切割后加工边缘的工艺方案,确保外形尺寸精度,选择合理的切割顺序,一定要保证各部尺寸精度;襟板分成对称的两部分分别压弯成形,采用CO2气体保护焊,应注意对称施焊,控制变形
襟板对接处的焊缝熔透焊接,焊后打磨匀顺
3、底板单元厂内在宽度方向上制成两块,分别完成长度接料、边缘坡口加工、支座孔、泻水孔钻制工作,制孔时以接宽焊缝坡口边缘为基准
并注意焊缝应按标准错开
孔群宽度方向预留6mm焊接收缩量,长度方向按0
5mm/m预留焊接收缩量
4、制作过程中,会同监理单位进行质量检验验收
并要求工厂提供各种材质试验、焊接试验及钢结构探伤试验报告;提供构件编号及工地预拼图
焊缝要求:所有对接接头均为I级焊缝;腹板与上翼板及底板之间为双面贴角焊缝,焊缝标准为I级;其他焊缝均为U级
桥梁钢结构内外表面均须进行二次除锈(污)
第一次是钢材进厂之后在下料之前要进行一次预处理-喷丸(在喷丸机上进行)
并及时涂装车间底漆(约15-20«m)
第二次钢构件焊接成型后在涂装之前要进行一次喷砂(金刚砂)喷砂要在密闭空间、保温保湿的条件下进行(内表面不喷砂)
钢板外露面喷底漆和面漆等
2施工现场组拼菱形悬臂施工桁车的钢腹板起吊系统设置在悬臂施工桁车前端,可以满足前端垂直起吊
钢腹板前端垂直起吊安装工艺,钢腹板运输至悬臂施工桁车吊点正下方,电动葫芦起吊纵向移动至设计位置定位安装