五金产品加工知识培训(针对我司常用)1
五金产品常用材料:纯铜、青铜/黄铜、硬铝、防锈铝、纯铝、奥氏体不锈钢、马氏体不锈钢、覆铝锌板、电镀锌板、热度锌板、冷轧钢板、热轧钢板
压铸材料的价格从高至低的排列顺序为:镁合金、铝合金、锌合金
材料种类图纸标注牌号实际可使用的材料牌号材料状态生产厂商抗拉强度Mpa屈服强度Mpa延伸率%硬度HV拉延性(杯突mm)可焊性材料耐蚀性与涂层结合力冷轧钢板Fe,08Fe,20CRSSPCC退火+平整,麻面表面不限300-370200-27039-5088-106(HRB=45-60)≥9
3ACA热轧钢板SPHC08SPHC酸洗表面不限275-410≥25HB≤108≥11
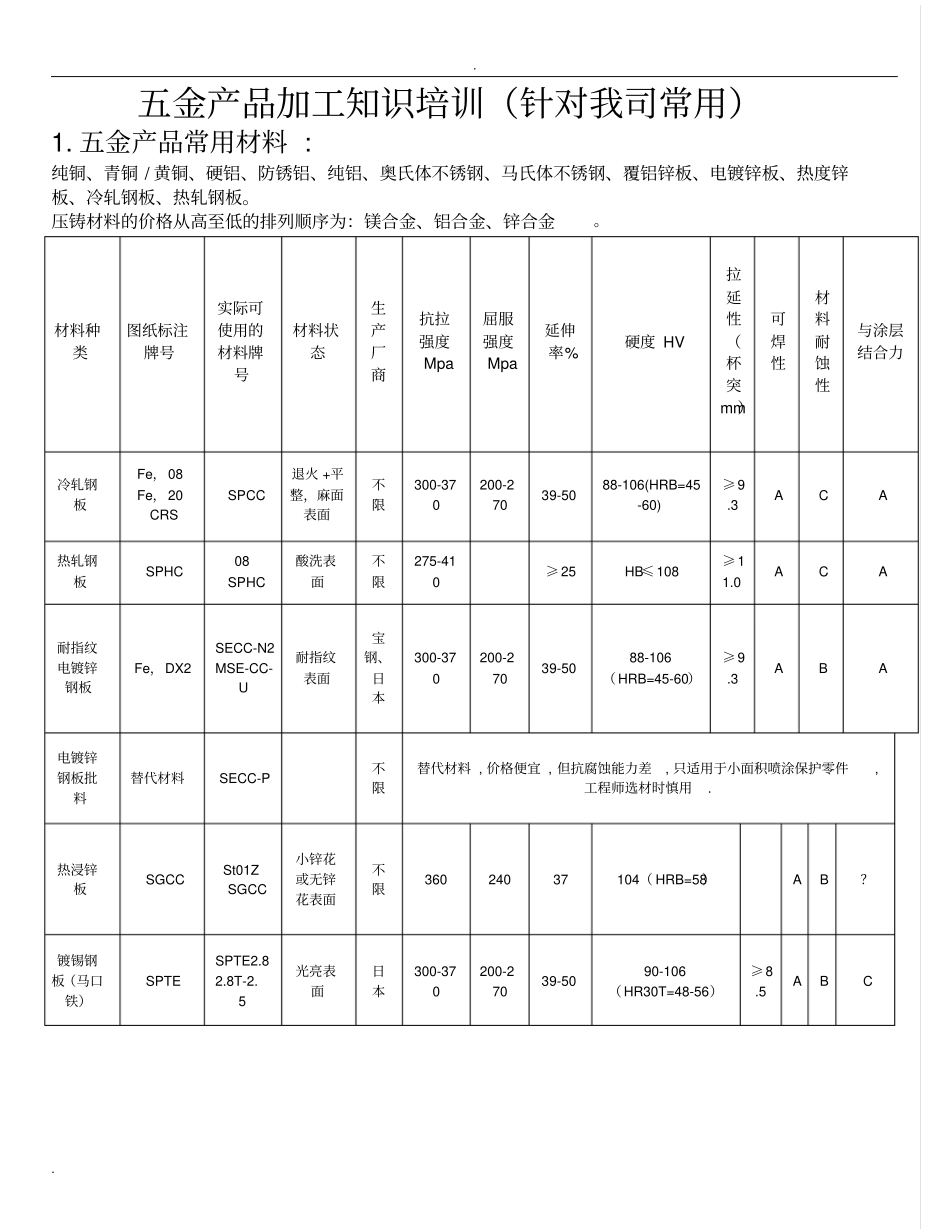
0ACA耐指纹电镀锌钢板Fe,DX2SECC-N2MSE-CC-U耐指纹表面宝钢、日本300-370200-27039-5088-106(HRB=45-60)≥9
3ABA电镀锌钢板批料替代材料SECC-P不限替代材料,价格便宜,但抗腐蚀能力差,只适用于小面积喷涂保护零件,工程师选材时慎用
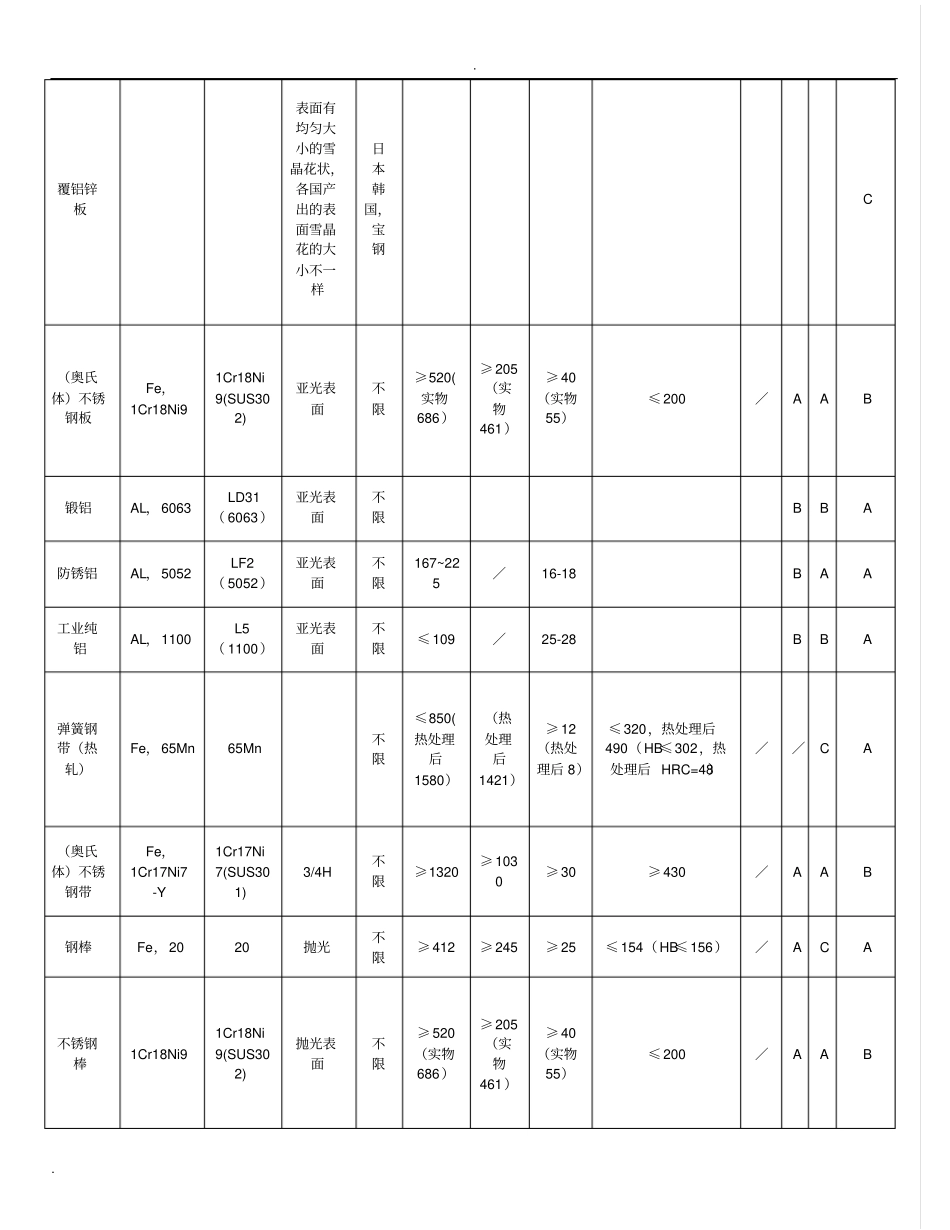
热浸锌板SGCCSt01ZSGCC小锌花或无锌花表面不限36024037104(HRB=58)AB
镀锡钢板(马口铁)SPTESPTE2
5光亮表面日本300-370200-27039-5090-106(HR30T=48-56)≥8
覆铝锌板表面有均匀大小的雪晶花状,各国产出的表面雪晶花的大小不一样日本韩国,宝钢C(奥氏体)不锈钢板Fe,1Cr18Ni91Cr18Ni9(SUS302)亚光表面不限≥520(实物686)≥205(实物461)≥40(实物55)≤200/AAB锻铝AL,6063LD31(6063)亚光表面不限BBA防锈铝AL,5052LF2(5052)亚光表面不限167~225/16-18BAA工业纯铝AL,1100L5(1100)亚光表面不