二、基材准备1、材料要求涂塑钢管管道基材材质为Q235B
制管用的钢材须为吹氧转炉或电炉冶炼并经真空脱氮、钙和维钛处理的细晶粒纯镇静钢
钢材选用“具有先进生产工艺和装备,年产200万吨及以上的国家大型钢铁生产企业的产品”
2、涂塑基管尺寸、重量、长度、缺陷和管端(1)直径①管子外径的允许偏差为+0
35%D〜-0
2%D;管端外径允许偏差为+1
6mm~-0
25mm;钢管一端的直径与另一端直径之差不得大于2
其测量工具使用测径卷尺,并采用周长法测量
②距管端100mm范围内钢管的圆度(即最大直径与最小直径之差与公称直径的比值)应不大于0
5%,其余部分圆度应不大于0
(2)壁厚及长度①壁厚:允许偏差应为公称壁厚负偏差不超过0
②长度:钢管的长度应为12m,凑合节及弯管长度按照实际所需要长度及详细施工图确定
③直度:钢管直度偏差不大于钢管长度的0
2%,局部直度偏差应小于2
④对接管:不允许对接管交货
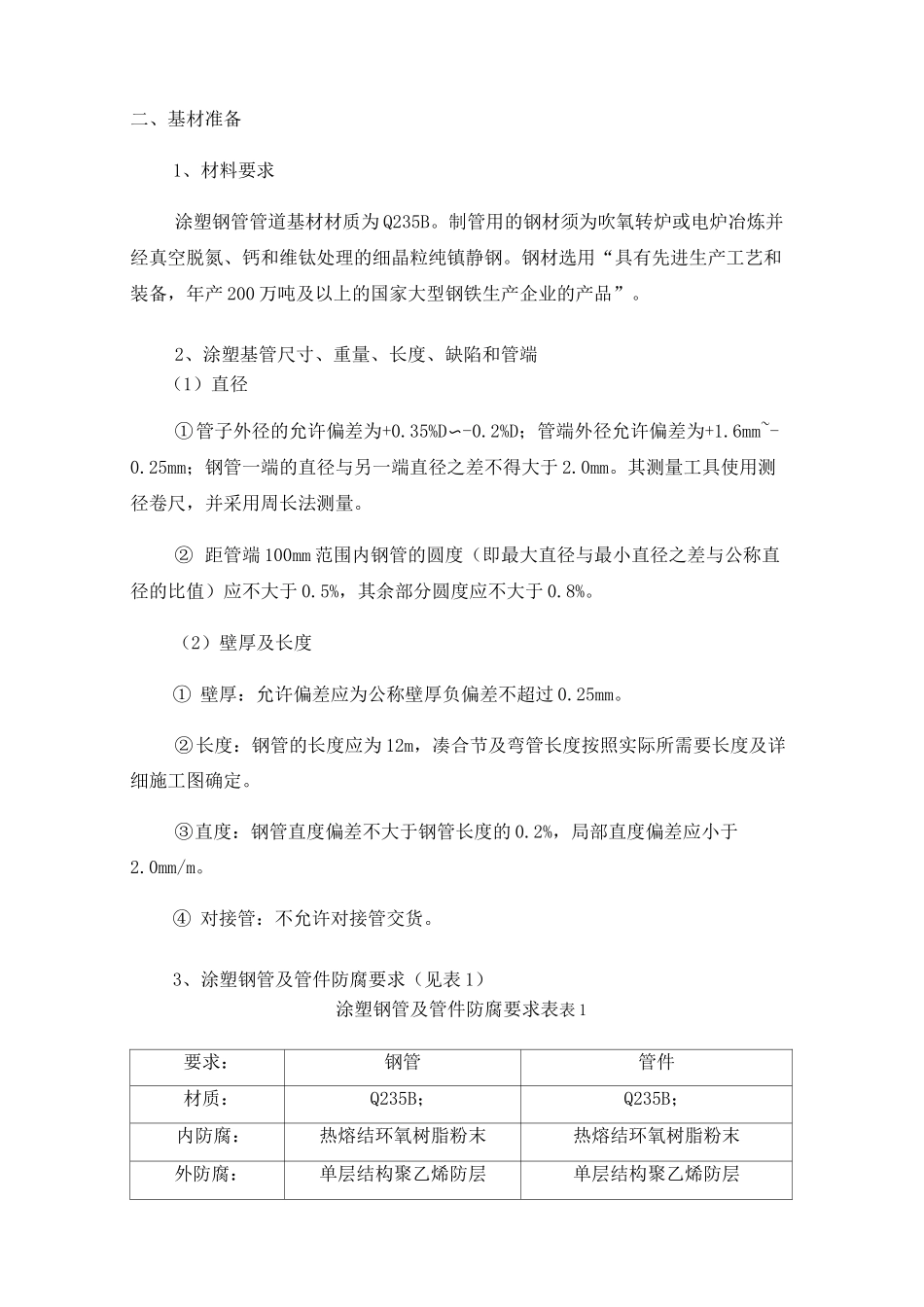
3、涂塑钢管及管件防腐要求(见表1)涂塑钢管及管件防腐要求表表1要求:钢管管件材质:Q235B;Q235B;内防腐:热熔结环氧树脂粉末热熔结环氧树脂粉末外防腐:单层结构聚乙烯防层单层结构聚乙烯防层(1)钢管的防腐①外防腐层为单层结构,外防腐涂层厚度±1
2毫米,外防腐执行《GB/T23257-2009埋地钢制管道聚乙烯防腐层》标准
②内防腐层材料为达到饮用水卫生指标的环氧粉末,平均厚度不低于0
不允许用液体环氧替代环氧粉末进行内防腐加工,内防腐执行《CJ/T120-2008给水涂塑复合钢管》标准
(2)钢管规格及尺寸要求①涂塑钢管定尺长度12m,偏差按照SY/T5037-2012执行,管道数量中不足一根的按照一根生产,非标准长度管由生产厂家按照施工单位提出的尺寸进行加工
②管道、管件最终数量按照施工单位提供的数据为准
③卖方提供钢