铸钢件焊补工艺守则文件编号:GY-JS-04共4页第1页铸钢件补焊工艺守则一、适用范围:适用于碳素钢铸件和低合金钢铸件缺陷的焊补
二、焊前的准备:1.缺陷部位的清理:焊补前需将铸件缺陷部位的粘砂、氧化皮、气孔、裂纹等缺陷清除干净,并开出净口,使铸件焊补处露出金属光泽
清理方法:(1)碳弧气刨(2)砂轮打磨(3)火焰切割(4)电焊条挖等
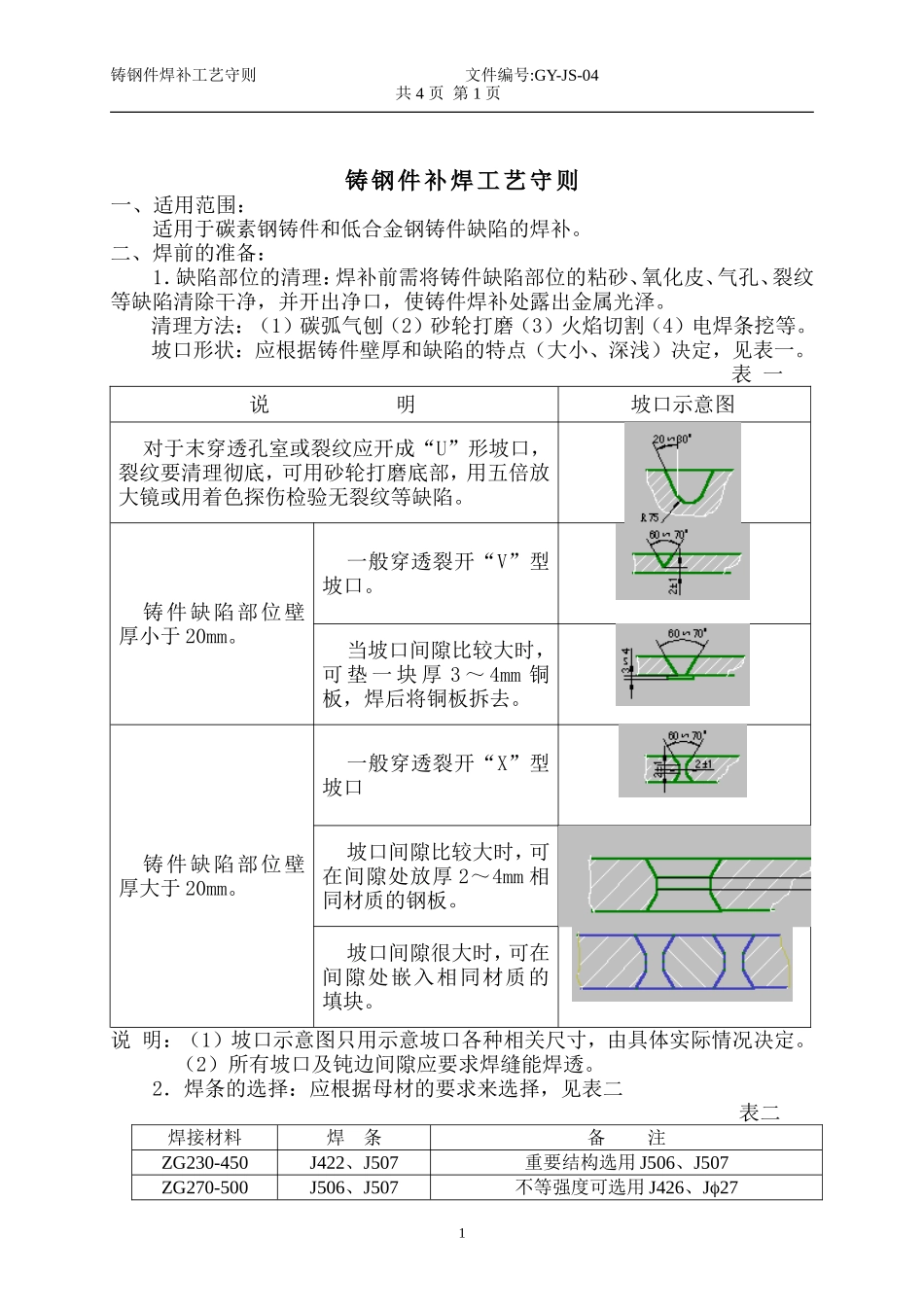
坡口形状:应根据铸件壁厚和缺陷的特点(大小、深浅)决定,见表一
表一说明坡口示意图对于末穿透孔室或裂纹应开成“U”形坡口,裂纹要清理彻底,可用砂轮打磨底部,用五倍放大镜或用着色探伤检验无裂纹等缺陷
铸件缺陷部位壁厚小于20mm
一般穿透裂开“V”型坡口
当坡口间隙比较大时,可垫一块厚3~4mm铜板,焊后将铜板拆去
铸件缺陷部位壁厚大于20mm
一般穿透裂开“X”型坡口坡口间隙比较大时,可在间隙处放厚2~4mm相同材质的钢板
坡口间隙很大时,可在间隙处嵌入相同材质的填块
说明:(1)坡口示意图只用示意坡口各种相关尺寸,由具体实际情况决定
(2)所有坡口及钝边间隙应要求焊缝能焊透
2.焊条的选择:应根据母材的要求来选择,见表二表二焊接材料焊条备注ZG230-450J422、J507重要结构选用J506、J507ZG270-500J506、J507不等强度可选用J426、Jf271铸钢件焊补工艺守则文件编号:GY-JS-04共4页第2页ZG310-510J506、J507不等强度可选用J426、Jf27ZG1Cr18Ni9TiA137、A132特殊结构选用A237ZG0Cr13Ni4MOA237ZG0Cr13Ni6MOA237ZG20MnSiJ506、J5073、焊条的焊干要求:碱性低氢型焊条在使用前要求烘干,并做到用多少拿多少,见表三
表三焊条牌号烘干温度(0C)烘干时间(h)备注J426250~3500C1~2hJ427300~4000C1~2