技术交底记录工程工程名称:技术文件名称钢结构施工技术交底记录交底日期2016年9月日主持人交底人参加交底人员签字交底主要内容:一、材料准备:1、钢结构工程所采用的钢材,应具有质量证明书,并应符合设计的要求;并对钢材按国家现行有关标准规定和设计要求部分进行抽样检查
2、钢结构表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度负偏差值的1/2
3、钢结构所用材料,在下料前应进行外观检查,符合要求时,方可下料
否则应进行矫正,矫正后的钢板表面不得有明显的凹陷和损伤,表面划痕深度≤0
且不应大于该钢材厚度允许偏差的1/2,钢材矫正后的偏差应符合SH/T3507-2005标准中附录B的要求
二、结构制作:1、放样、号料和切割:1)放样工作必须在放样平台上进行
2)放样所用的钢尺、量具须经计量部门检验合格后方可使用
3)筋板及支承、斜撑部位,必须放样核对
4)下料前,必须熟悉图纸,并核对单件图与总图是否相符
5)放样和号料应根据工艺要求,预留制作和安装时的焊接收缩量及切割加工余量
6)放样的允许偏差如下表:序号项目允许偏差(mm)备注1平行线距离和分段尺寸±0
52对角线差1
03宽度、长度±0
54孔距±0
55加工样板的角度±207)号料的允许偏差应符合下表的规定:号料的允许偏差(mm)序号项目允许偏差1零件外形尺寸±1
02孔距±0
58)切割前应将钢材切割区域表面的铁锈、污物等清除干净
2、下料1)下料前必须熟悉图纸,并复核单件图与总图是否相符
2)筋板及支承、斜撑必须放样核对
3)根据单件图复核下料排板图尺寸是否相符
4)下料所用的钢尺量具须经计量部门检验合格后方可使用
5)零件切割前,将钢材表面区域的钢锈、油漆等处理干净
机械剪切的零件其剪切线与号料线的偏差不大于2mm,且要清除毛刺
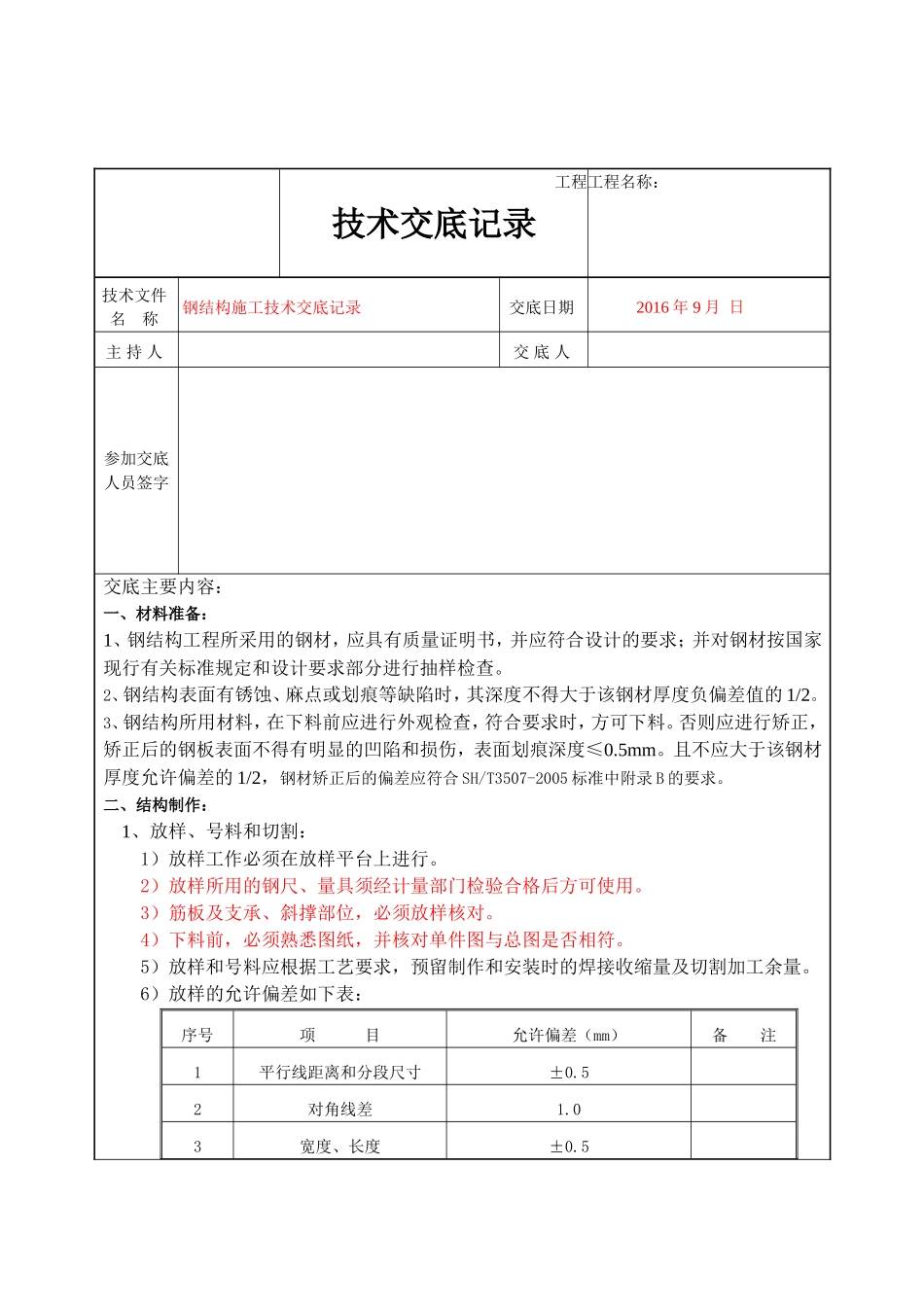
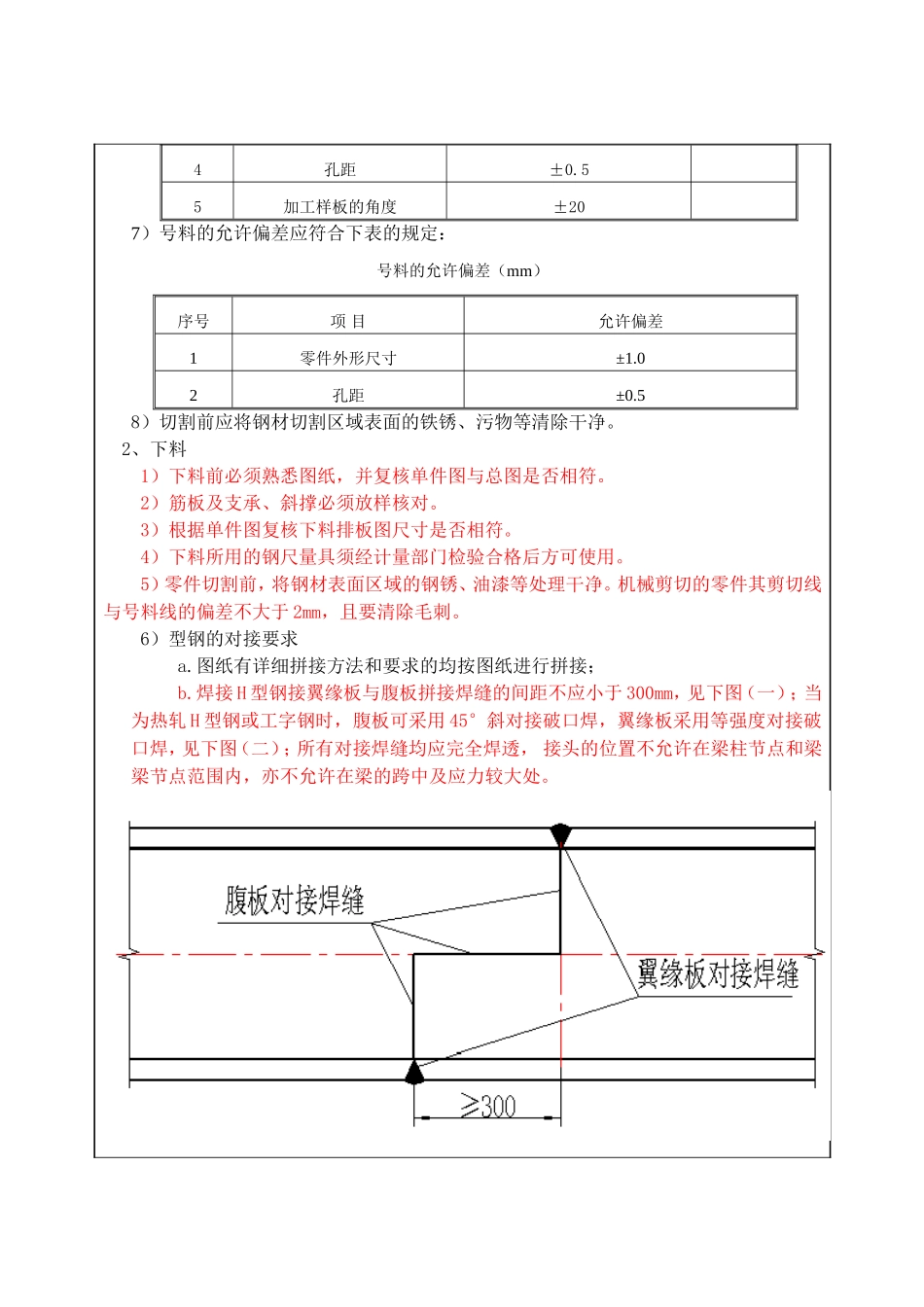
6)型钢的对接要求a
图纸有详细拼接方法和要求的均按图纸进行拼接;b