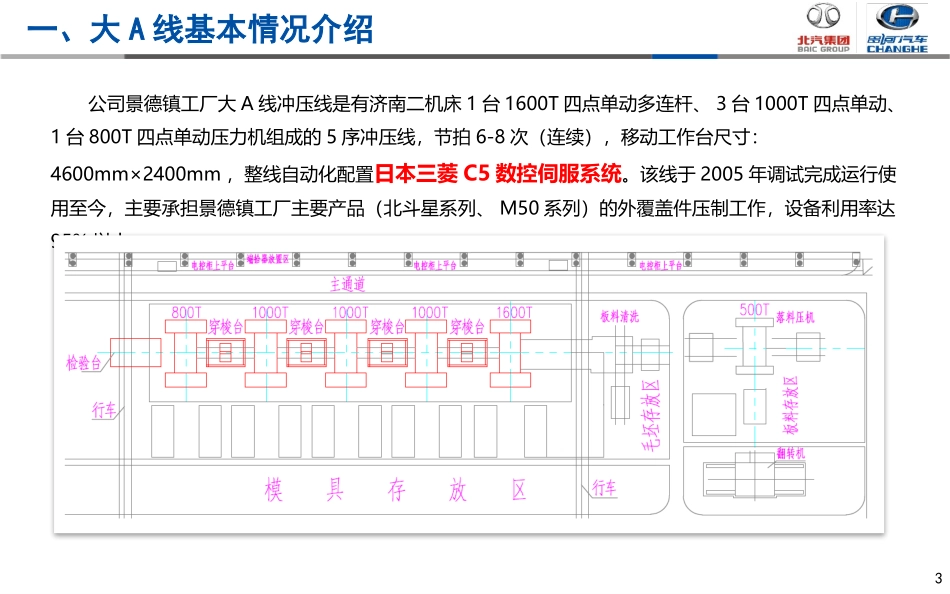
1景德镇工厂大冲线压力机自动化改造方案汇报设备技术科2017年8月2目录目录1大A线基本情况介绍2自动化改造原因4改造方案详述3改造方案简介5改造预算及施工周期6决议事项3一、大A线基本情况介绍公司景德镇工厂大A线冲压线是有济南二机床1台1600T四点单动多连杆、3台1000T四点单动、1台800T四点单动压力机组成的5序冲压线,节拍6-8次(连续),移动工作台尺寸:4600mm×2400mm,整线自动化配置日本三菱C5数控伺服系统
该线于2005年调试完成运行使用至今,主要承担景德镇工厂主要产品(北斗星系列、M50系列)的外覆盖件压制工作,设备利用率达95%以上
4二、自动化改造原因压力机自动化装置由日本OYABESEIKI公司(小矢部精机)于2005年生产并现场安装调试完毕,电气控制系统所有零部件均为日本原装进口
该自动化线主要由拆垛清洗机构、主控制机构和5个自动化单元构成(每个单元包括上料机械手、下料机械手、穿梭台各一台,其中1单元不含穿梭台)
各系统之间通过三菱AJ71QBR11通讯模块连接,并在主控制箱内设PROFIBUS模块与压力机通讯,实现信息传递
由于设备已经运行12年有余,当时工业环境下所采用的可编程控制器(三菱(QnA系列)、NC伺服控制器(三菱C5)、凸轮编码器等电气产品现在早已被淘汰,在目前市场上无法进行原规格型号零部件采购,新的更新换代产品也无法直接替换安装使用
为确保设备的正常运转,因此申请对新A线压机自动化生产线进行技术改造,以确保公司的正常生产
建议先对A5压机自动化系统进行电控系统的升级改造,其更换下的系统用作其它设备的备件,以降低设备故障率
新A线近期故障记录及修理时间序号日期故障记录修理时间停产时间16月26日新A线A2下料手NC异常故障8:00-8:3030分27月05日新A线A2穿梭台NC异常故障15:00-14:051小时5分37