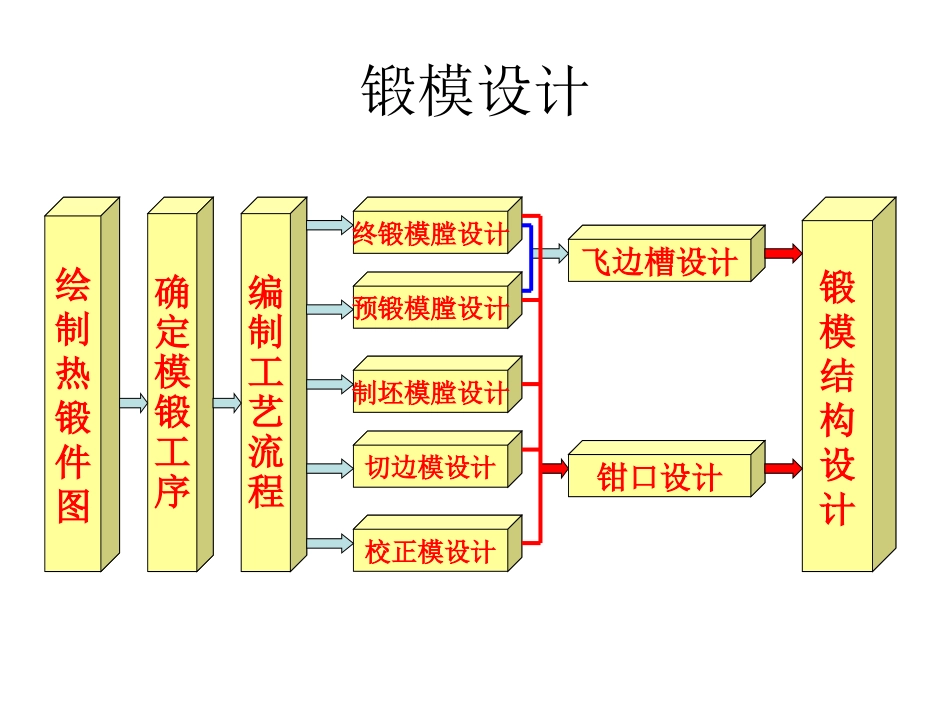
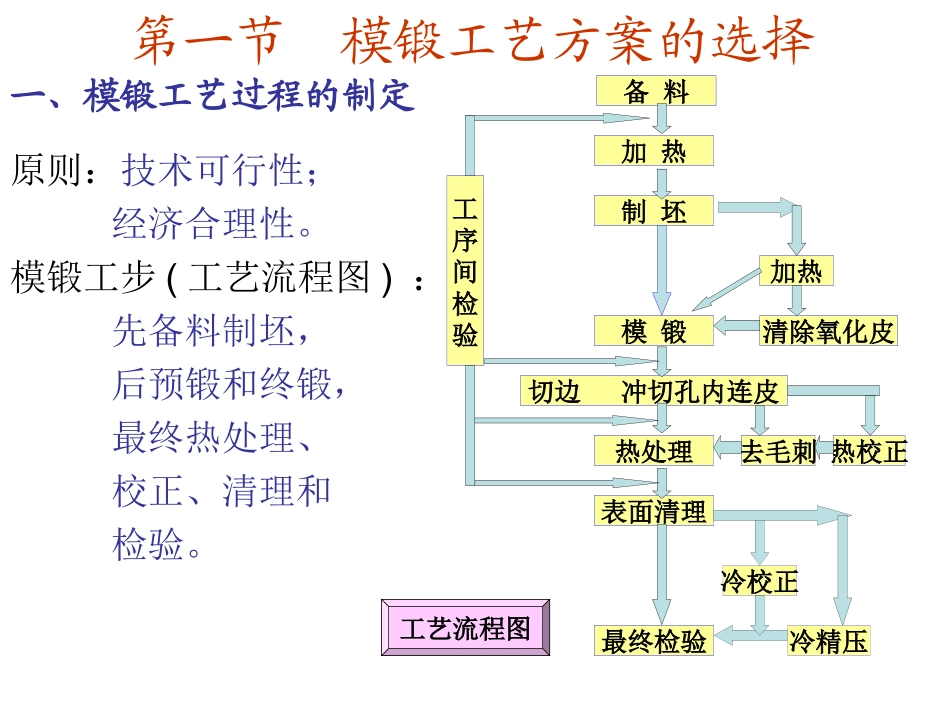
锻模设计绘制热锻件图校正模设计终锻模膛设计预锻模膛设计飞边槽设计钳口设计锻模结构设计切边模设计制坯模膛设计确定模锻工序编制工艺流程第一节模锻工艺方案的选择原则:技术可行性;经济合理性
模锻工步(工艺流程图):先备料制坯,后预锻和终锻,最终热处理、校正、清理和检验
备料加热制坯加热模锻切边冲切孔内连皮热处理表面清理最终检验冷精压冷校正工序间检验清除氧化皮去毛刺热校正一、模锻工艺过程的制定工艺流程图模锻工艺与锻模设计内容1、产品工艺分析;2、绘制模锻件图(冷锻件图);3、确定模锻工序;4、编制工艺流程;5、填写工艺卡;6、锻模设计(据热锻件图)
120MN热模锻压力机锻造生产线(前轴)下料1250T剪床加热(1240℃)感应加热炉辊锻制坯(二道)930ø辊锻机模锻成形(弯、预、终)120MN热模锻压力机切边1250T压床校正压平1600T液压机热处理调质清理酸洗校正100T液压机前轴是汽车中最重最大的锻件,原采用合金调质钢,经淬火、高温回火处理,每吨前梁热处理加热耗电达600KWh
采用低碳低合金空冷贝氏体钢,锻后无需热处理
5二、模锻方法单件模锻:一个坯料锻一件,一般用于较大锻件的锻造
调头模锻:锻制锻件重2~3kg,长度