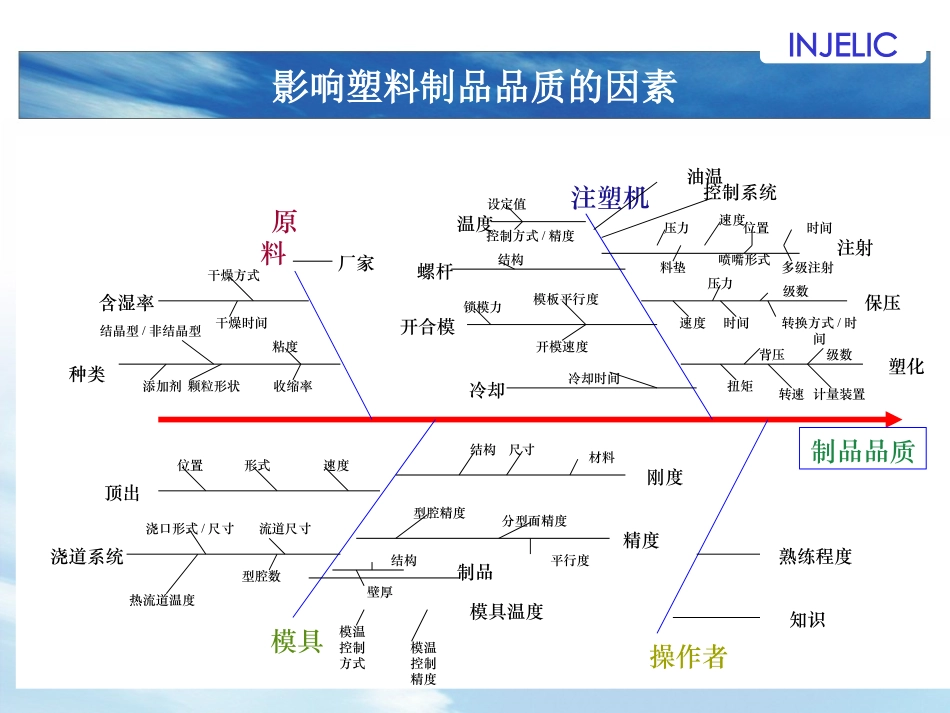
常见产品缺陷及解决方法塑料成型部INJELICB版2011年12月LOGOINJELIC注塑工艺教程LOGO影响塑料制品品质的因素INJELIC原料注塑机模具操作者制品品质厂家含湿率种类螺杆开合模冷却注射保压塑化顶出浇道系统刚度精度模具温度熟练程度知识干燥方式干燥时间结晶型/非结晶型粘度添加剂颗粒形状收缩率温度控制系统油温压力速度时间料垫喷嘴形式多级注射位置设定值控制方式/精度结构压力速度时间转换方式/时间级数背压扭矩转速计量装置级数锁模力模板平行度开模速度冷却时间浇口形式/尺寸流道尺寸型腔数热流道温度位置形式速度结构尺寸材料型腔精度分型面精度平行度模温控制方式模温控制精度制品壁厚结构LOGO注塑机螺杆INJELIC螺杆三段:进料段、压缩段、计量段长径比:螺杆有效长度和直径比压缩比:进料段体积和计量段体积比LOGOINJELIC170-190℃200-220℃170-200℃喷嘴螺杆头止逆环计量段压缩段进料段介子进料段功用:1、料的输送2、料的预热3、排汽通道压缩段功用:1、压缩塑化计量段功用:1、搅拌、均化背压功用:1、增密2、排气塑化过程理论LOGOINJELIC背压的产生LOGO注射工艺过程INJELICLOGOINJELICINJELICINJELICINJELICINJELICINJELICPP倒流阶段填充阶段:把胶料注入模具型腔内
压实阶段:增密保压阶段:补缩注射工艺过程LOGO1=计量室2=喷嘴4=制品末端12压力0TaTbTcTdTeTf34时间LOGO模温功能:均匀冷却制品,缩短成型周期、提高制品质量;模温对制品品质的影响;1、模温决定注射时间2、模温决定注射速度3、模温决定注射压力模具温度对塑料制品的影响LOGO保压设置1、多级保压设定原则:不缩水、不顶白、不出飞边、不出现顶出坑纹、制品重量稳定;2、保压结束的标志为制品浇口的冻结;3、时间转保压、位