胡雪飞制作2010年3月16日星期二坐标系在数控加工程序编程中,需要确定运动坐标值控制符的名称及方向,为了简化程序编制及保证具有互换性,国际上已统一了ISO标准坐标系,该标准规定该坐标系统是一个右手笛卡尔坐标系统1、不论机床在加工中是刀具移动还是被加工工件移动都一律规定被加工物静止不动而刀具在动2、Z轴的确定:传递切削力的轴为Z轴3、机械坐标系:以机床原点为坐标原点建立坐标系4、机床原点(机床零点):机床上的一个用作加工基准的特定点5、工件坐标系:以工件原点为坐标原点建立的坐标系
使用来确定工件几何形体上各要素的位置而设置的坐标系6、工件原点:(1)、位置是人为设定的,由编程人员在编制程序时根据工件的特点选定的,所以也称为编程原点
(2)、工件原点应选在零件图纸的基准上,对于对称图形,可设在对称中心上,一般零件,可设在工件轮廓的某一角上,便于坐标值的计算,对于Z方向的原点,一般选在工件表面,并选在精度较高的表面
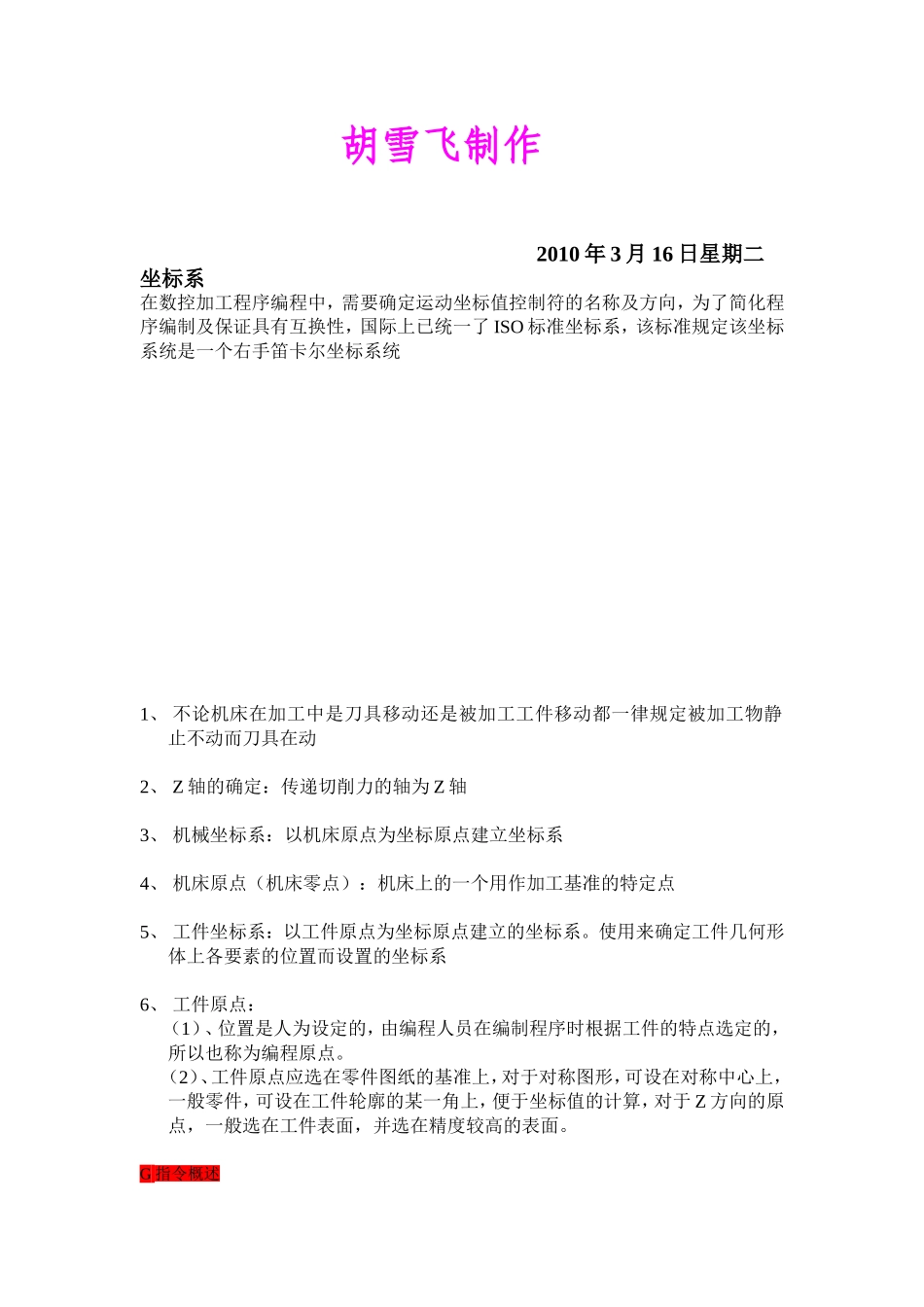
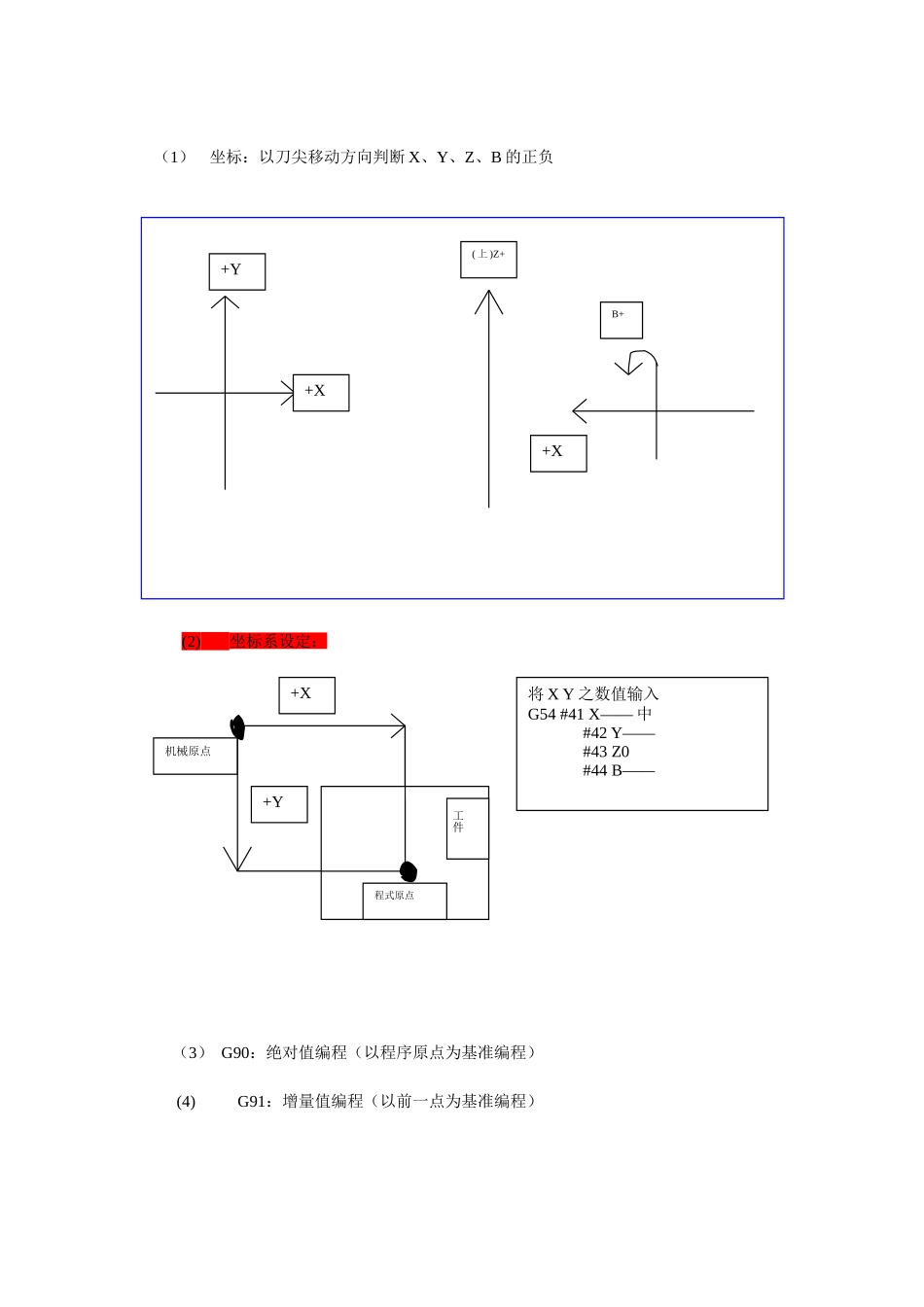
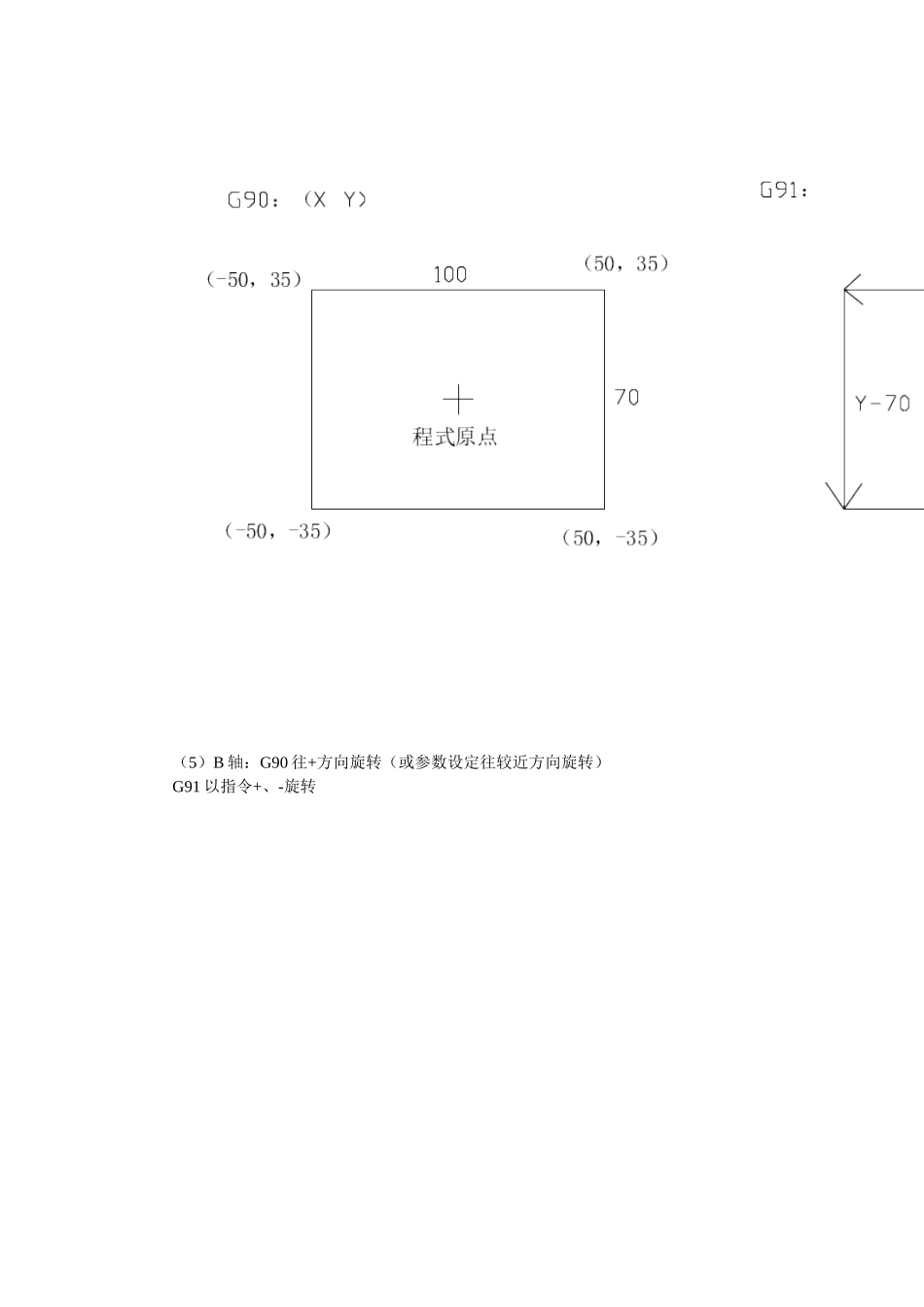
G指令概述(1)坐标:以刀尖移动方向判断X、Y、Z、B的正负(2)坐标系设定:(3)G90:绝对值编程(以程序原点为基准编程)(4)G91:增量值编程(以前一点为基准编程)+X+Y机械原点程式原点工件将XY之数值输入G54#41X——中#42Y——#43Z0#44B——+Y+X(上)Z++XB+(5)B轴:G90往+方向旋转(或参数设定往较近方向旋转)G91以指令+、-旋转(6)GOO快速定位其定义速度由参数设定,如下图(X,Y,Z)指令格式:GOOX_Y_Z_;例如要定位到下刀点:G00X100Y100Z100;(7)G01直线插补刀具以给定进给率从一点移动到另一点指令方式:G01X_Y_Z_F_;F:进给率,单位mm/min(X,Y,Z)例如:G01X100
F100;对下图所示图形分别用G91和G90编程注:()内之坐标可以省略G90/G91指令在程