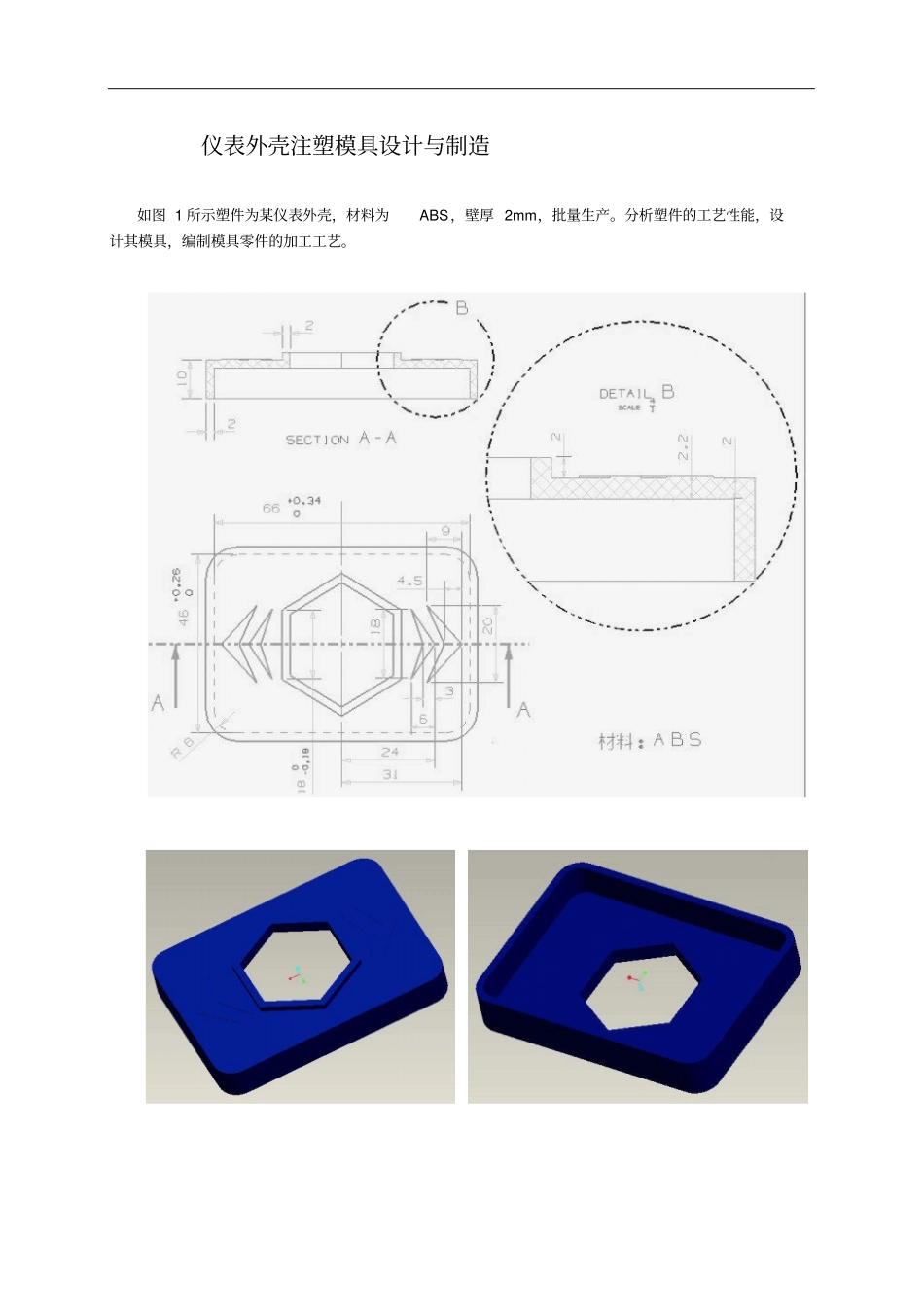
仪表外壳注塑模具设计与制造如图1所示塑件为某仪表外壳,材料为ABS,壁厚2mm,批量生产
分析塑件的工艺性能,设计其模具,编制模具零件的加工工艺
图1仪表外壳塑件图1塑件的工艺性分析1.1塑件的原材料分析ABS为热塑性塑料,为非结晶性塑料
综合性能良好,冲击韧性、机械强度较高,尺寸稳定,耐化学性,电性能良好;易于成型和机械加工
流动性中等,溢边值为0
04mm左右;吸湿性强,必须充分干燥,表面要求光泽的塑件须经长时间的预热干燥;成型时易取高料温、高模温,但料温过高易分解(分解温度≥250OC)
结论:该塑料有良好的工艺性能,适宜注射成型,成型前原料要干燥处理
1.2塑件的尺寸精度分析此塑件上有三个尺寸有精度要求,分别是34
0066、26
0046、018
018均为MT1~2级塑料件精度,属于中等偏高级的精度等级,在模具设计与制造过程中要严格保证这三个尺寸精度的要求
其余尺寸均无特殊要求,为自由尺寸,可按MT5级塑料件精度查取公差值
1.3塑件表面质量分析该塑件是某仪表外壳,要求外表美观、无斑点、无熔接痕,表面粗糙度可取Ra1
6,而塑件内部没有较高的粗糙度要求
1.4塑件结构工艺性分析此塑件外形为方形壳类零件,腔体为8mm深,壁厚均为2mm,总体尺寸不大不小,塑件成型性能良好;塑件上有一六边形凸台,要求成型后轮廓清晰,成型它的模具工作零件要用线切割成型,保证六边的尖角;塑件的两边各有一个对称的类三角形凸起标志,高0
2mm,同样要求轮廓清晰,成型它的模具工作零件可用电火花成型加工,相应的要设计出它的电极
2成型设备的选择与模塑工艺参数的编制2.1计算塑件的体积根据零件的三维模型,利用三维软件直接可查询到塑件的体积为:V1=9563
66mm3,浇注系统的体积:V2=1551
52mm3,一次注射所需的塑料总体积为:V=V1+V2=11115
2.2计算塑件的