城乡天然气钢管无损检测拍片数量一、无损检测质量等级根据国家发展改革委员会颁布的《承压设备无损检测》JB/T4730
2-第六条“承压设备管子及压力管道熔化焊环向对接焊接接头射线检测质量分级”规定,厚度T≥2mm的碳素钢、低合金钢、奥氏体不锈钢、镍及镍合金、铜及铜合金制承压设备管子及压力管道的熔化焊环向对接焊接接头射线检测的质量分级
根据对接接头中存在的缺点性质、数量和密集程度,其质量等级可划分为:I、II、III、IV级
I级对接焊接接头内不允许存在裂纹、未融合、未焊透、条形缺点、根部内凹、根部咬边
II级和III级对接焊接接头内不允许存在裂纹、未融合、双面焊以及加垫板单面焊中的未焊透
对接焊接接头中缺点超出III级者为IV级
当各类缺点评定的质量级别不同时,以质量最差的级别作为对接焊接接头的质量级别
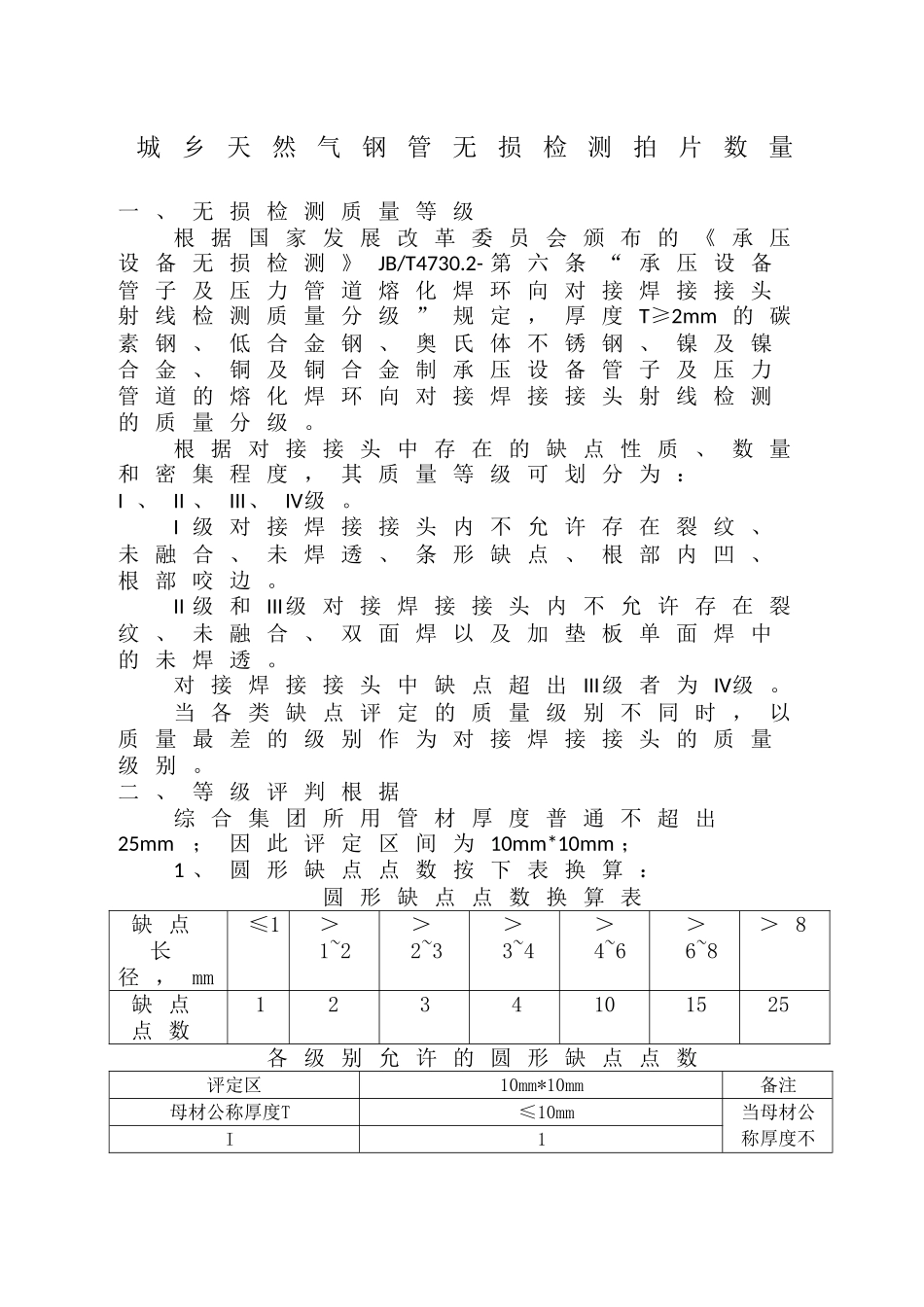
二、等级评判根据综合集团所用管材厚度普通不超出25mm;因此评定区间为10mm*10mm;1、圆形缺点点数按下表换算:圆形缺点点数换算表缺点长径,mm≤1>1~2>2~3>3~4>4~6>6~8>8缺点点数1234101525各级别允许的圆形缺点点数评定区10mm*10mm备注母材公称厚度T≤10mm当母材公称厚度不I1同时,取较薄板的厚度II3III6IV缺点点数不不大于III级或缺点长径不不大于T/2对致密性规定高的对接焊接接头,底片评定人员应考虑将圆形缺点的黑度作为评级的根据
普通将黑度大的圆形缺点定义为深孔缺点,当对接焊接接头存在深孔缺点时,其质量级别应评为IV级
2、管材厚度T≤25mm,按照II级片的规定,单个条形缺点最大长度为≤T/3(最小为4)且≤20,普通来说,因我们所用管材厚度多为10mm下列,因此在评片中,一组条形缺点累计最大长度也可按照4mm来比较
条形缺点评定区是指与焊缝方向平行含有一定宽度的矩形,当T≤25mm时,宽度为4mm
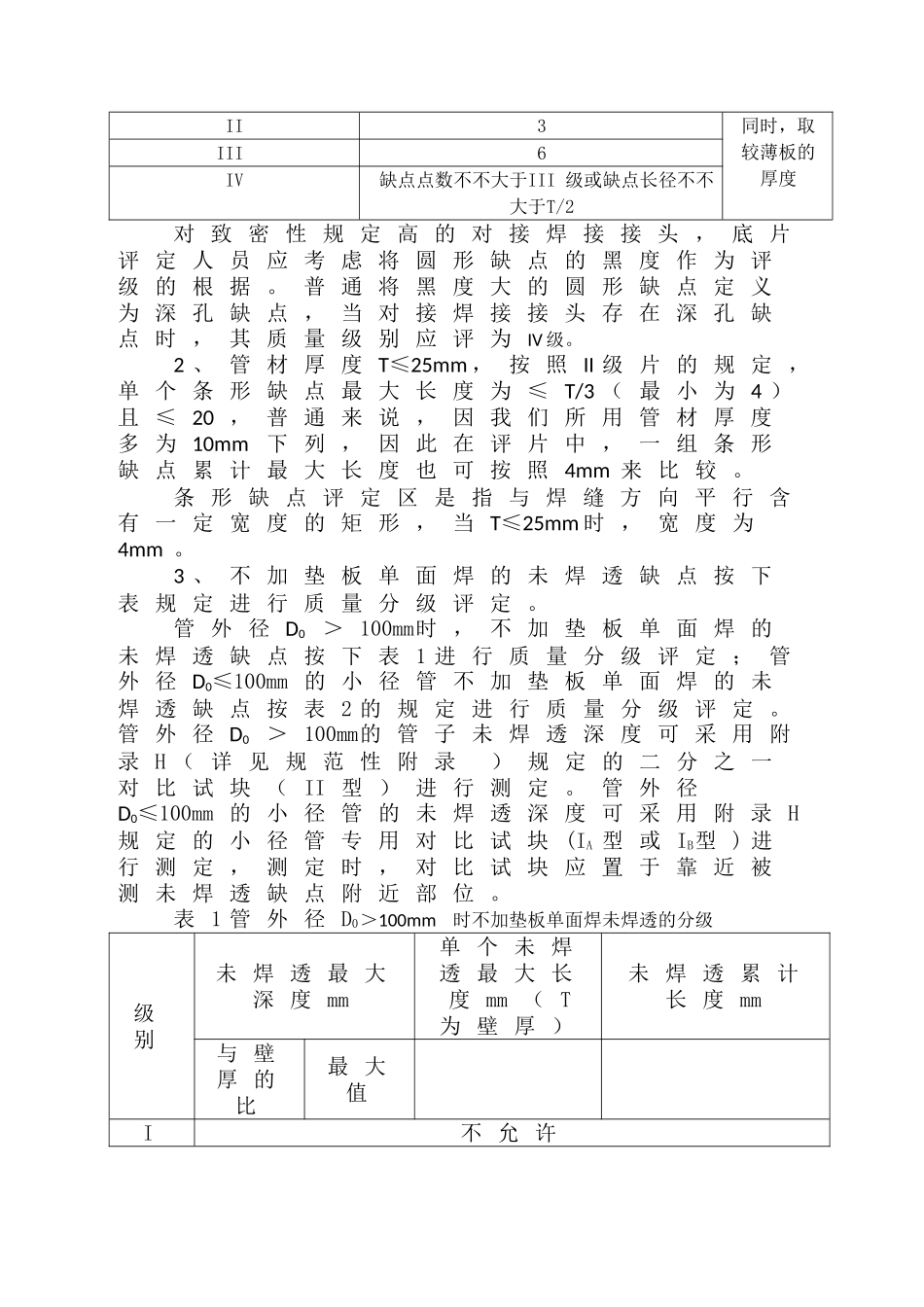
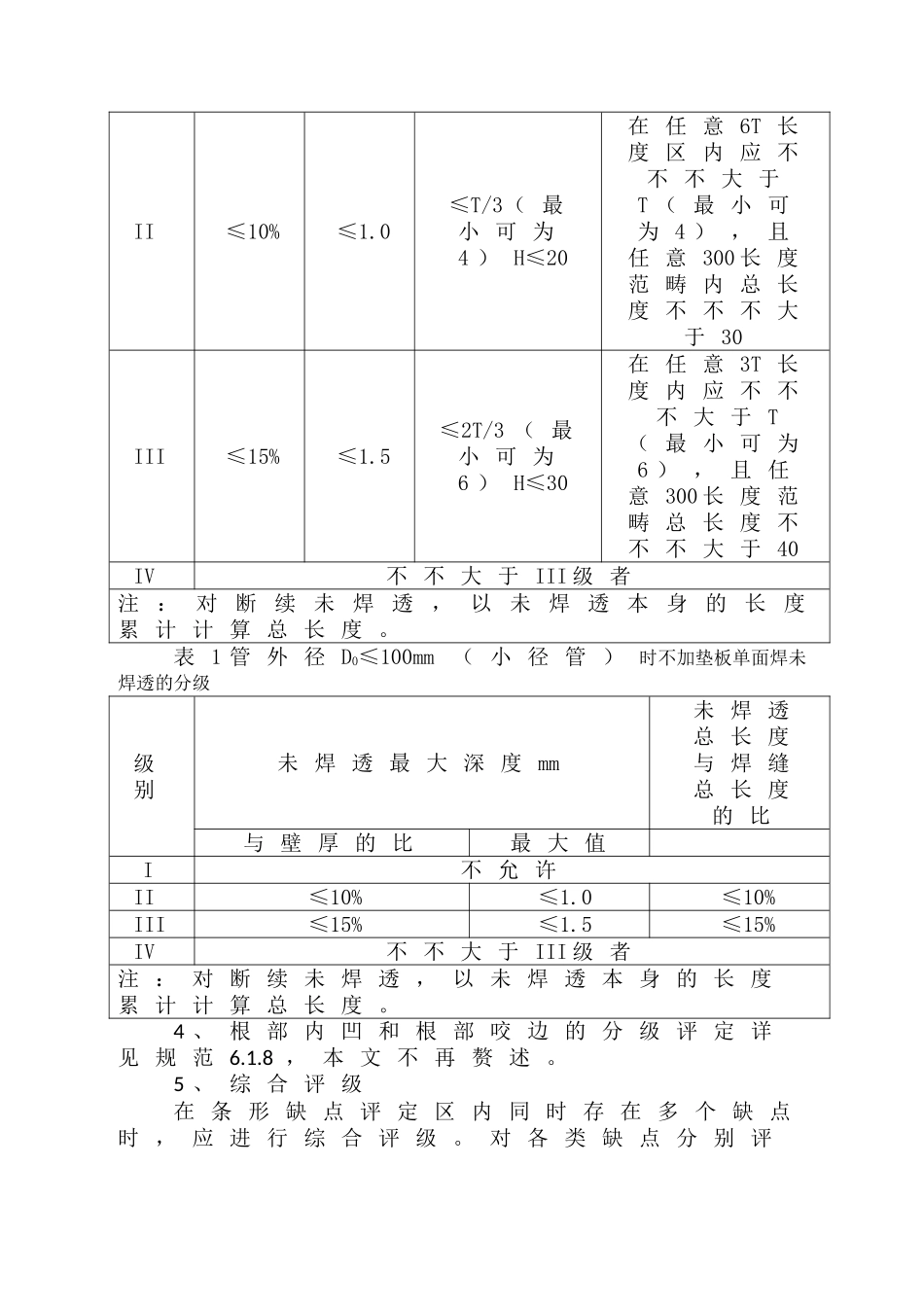
3、不加垫板单面焊的