轮胎硫化工艺条件的优化随着我国高速公路的发展和汽车性能的提高,人们对汽车行驶的安全性和舒适性提出了更高的要求,因此对轮胎的使用性能也有了更高的要求
这就要求轮胎不仅在结构设计上要有所突破,而且轮胎硫化工艺的制定不能再停留在根据经验或半经验的方法上,沿用过去“宁过勿欠”的观念,而是应利用计算机模拟轮胎的实际硫化历程并计算其各部位的硫化程度,确定合理的硫化条件,从整体上提高轮胎的性能
这样不仅可提高轮胎质量,而且可节约大量能源,提高硫化设备的利用率
轮胎有限元模型的建立、轮胎硫化过程温度场信息的模拟以及轮胎硫化程度的计算参见文献[1~3]
本文仅讨论轮胎硫化程度的影响因素,并对硫化工艺条件进行优化
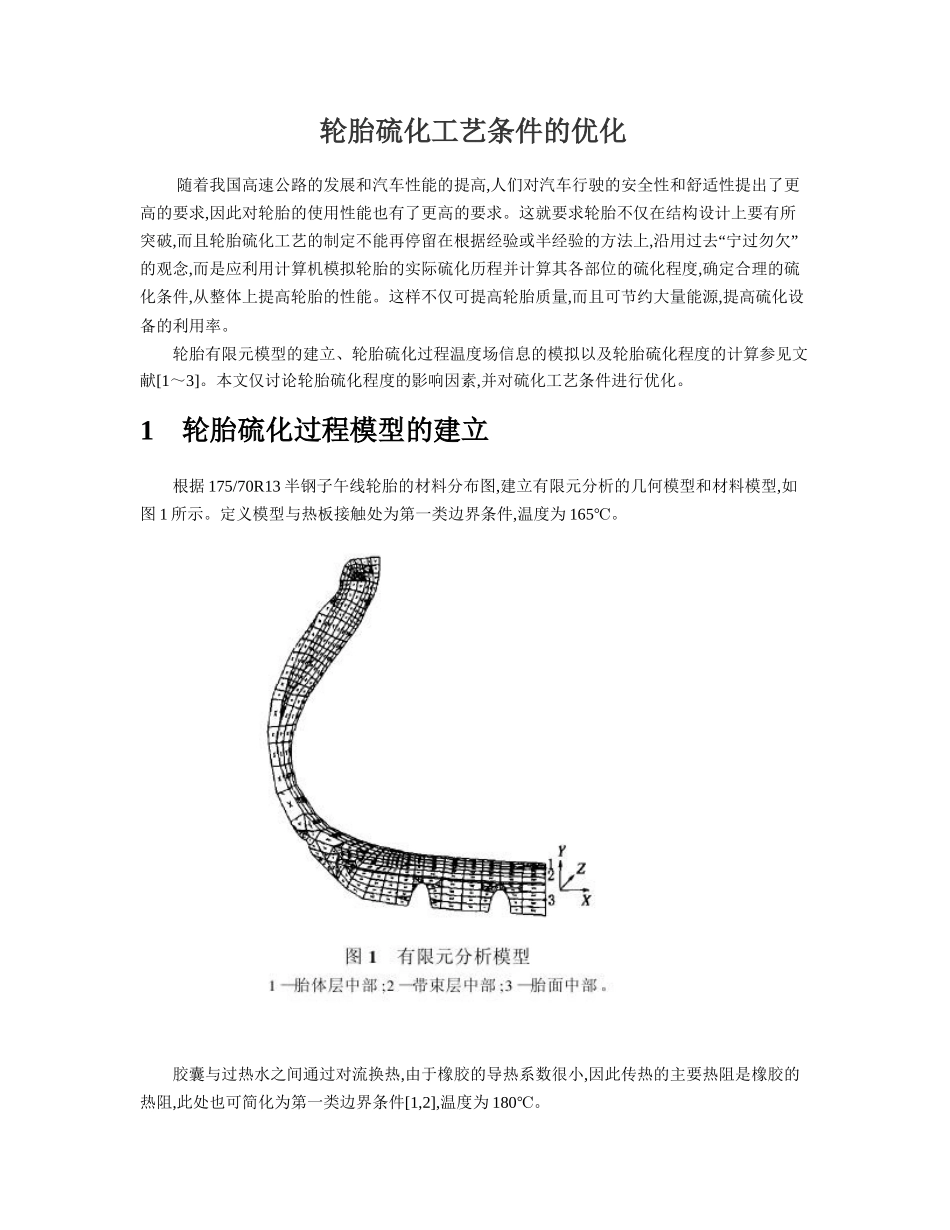
1轮胎硫化过程模型的建立根据175/70R13半钢子午线轮胎的材料分布图,建立有限元分析的几何模型和材料模型,如图1所示
定义模型与热板接触处为第一类边界条件,温度为165℃
胶囊与过热水之间通过对流换热,由于橡胶的导热系数很小,因此传热的主要热阻是橡胶的热阻,此处也可简化为第一类边界条件[1,2],温度为180℃
模型与外界空气之间有对流换热,由于模型外表面覆盖绝热保温材料,因此换热可忽略不计,此边界可作为绝热边界处理
轮胎出模后与空气之间有自然对流换热和辐射换热[2]
模具初始温度取80℃,轮胎初始温度为25℃,胶囊初始温度为100℃
2硫化程度的影响因素2
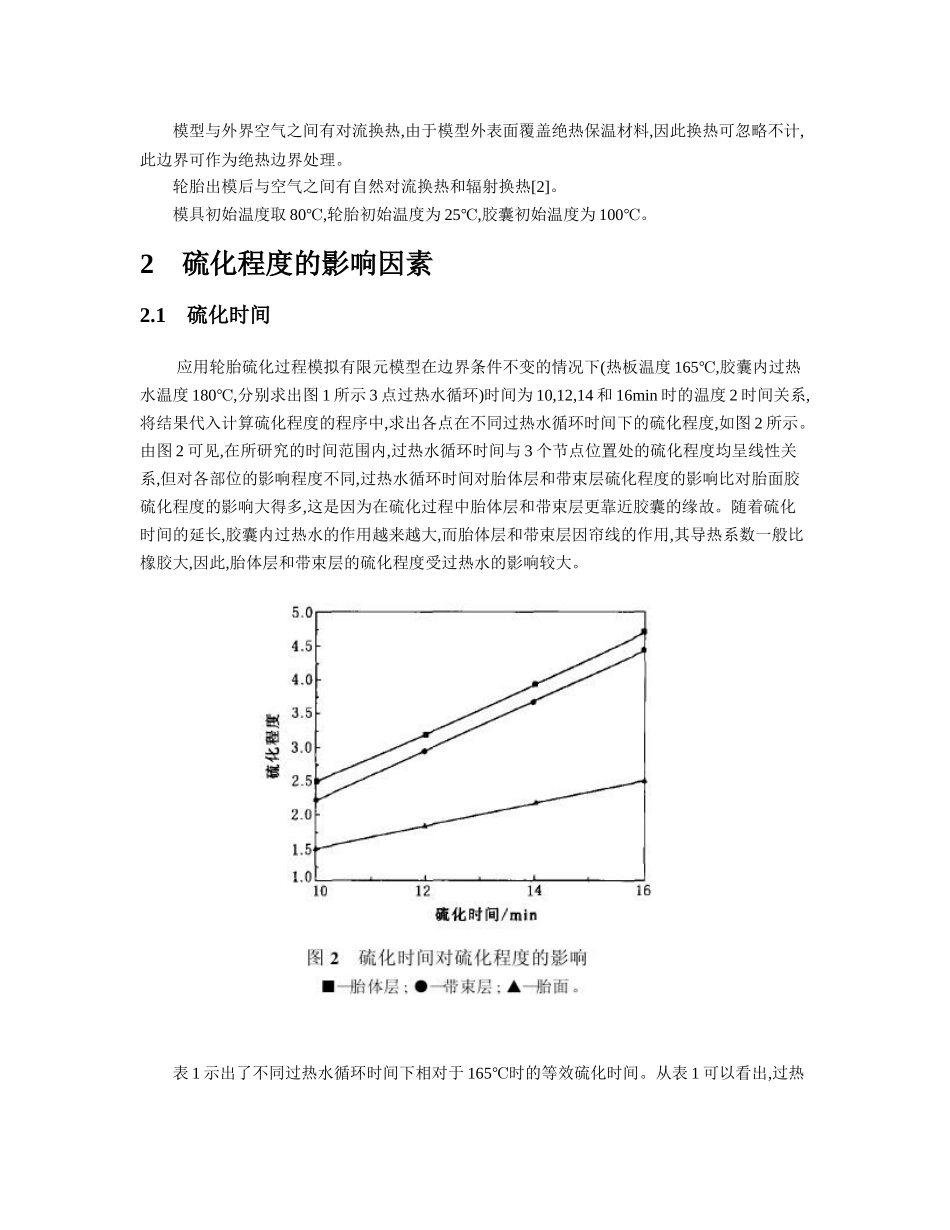
1硫化时间应用轮胎硫化过程模拟有限元模型在边界条件不变的情况下(热板温度165℃,胶囊内过热水温度180℃,分别求出图1所示3点过热水循环)时间为10,12,14和16min时的温度2时间关系,将结果代入计算硫化程度的程序中,求出各点在不同过热水循环时间下的硫化程度,如图2所示
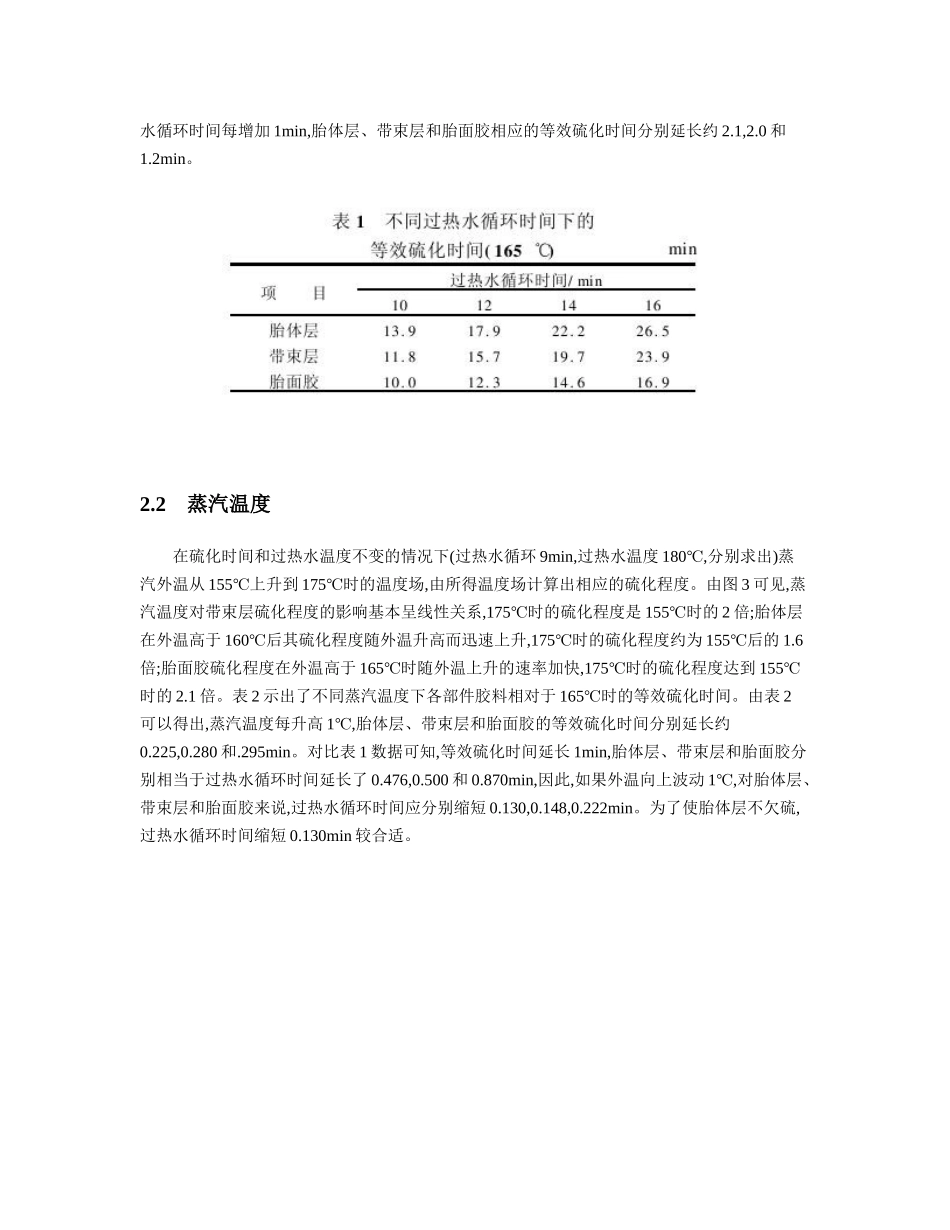
由图2可见,在所研究的时间范围内,过热水循环时间与3个节点位置处的硫化程度均呈线性关系,但对各部位的影响程度不同,过热水循环时间对胎体层和带束层硫化