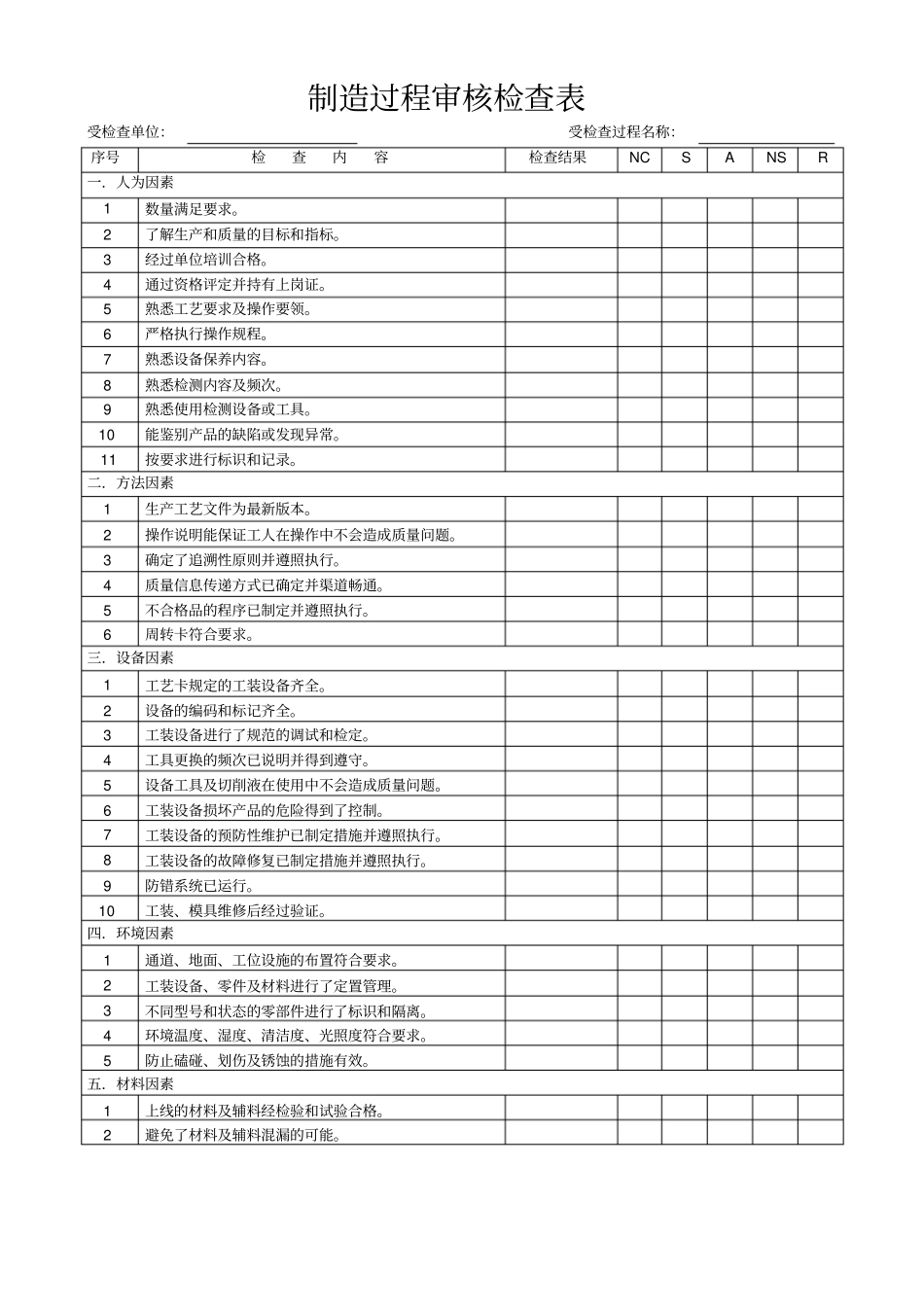
制造过程审核检查表受检查单位:受检查过程名称:序号检查内容检查结果NC S A NS R 一.人为因素1 数量满足要求
2 了解生产和质量的目标和指标
3 经过单位培训合格
4 通过资格评定并持有上岗证
5 熟悉工艺要求及操作要领
6 严格执行操作规程
7 熟悉设备保养内容
8 熟悉检测内容及频次
9 熟悉使用检测设备或工具
10 能鉴别产品的缺陷或发现异常
11 按要求进行标识和记录
二.方法因素1 生产工艺文件为最新版本
2 操作说明能保证工人在操作中不会造成质量问题
3 确定了追溯性原则并遵照执行
4 质量信息传递方式已确定并渠道畅通
5 不合格品的程序已制定并遵照执行
6 周转卡符合要求
三.设备因素1 工艺卡规定的工装设备齐全
2 设备的编码和标记齐全
3 工装设备进行了规范的调试和检定
4 工具更换的频次已说明并得到遵守
5 设备工具及切削液在使用中不会造成质量问题
6 工装设备损坏产品的危险得到了控制
7 工装设备的预防性维护已制定措施并遵照执行
8 工装设备的故障修复已制定措施并遵照执行
9 防错系统已运行
10 工装、模具维修后经过验证
四.环境因素1 通道、地面、工位设施的布置符合要求
2 工装设备、零件及材料进行了定置管理
3 不同型号和状态的零部件进行了标识和隔离
4 环境温度、湿度、清洁度、光照度符合要求
5 防止磕碰、划伤及锈蚀的措施有效
五.材料因素1 上线的材料及辅料经检验和试验合格
2 避免了材料及辅料混漏的可能
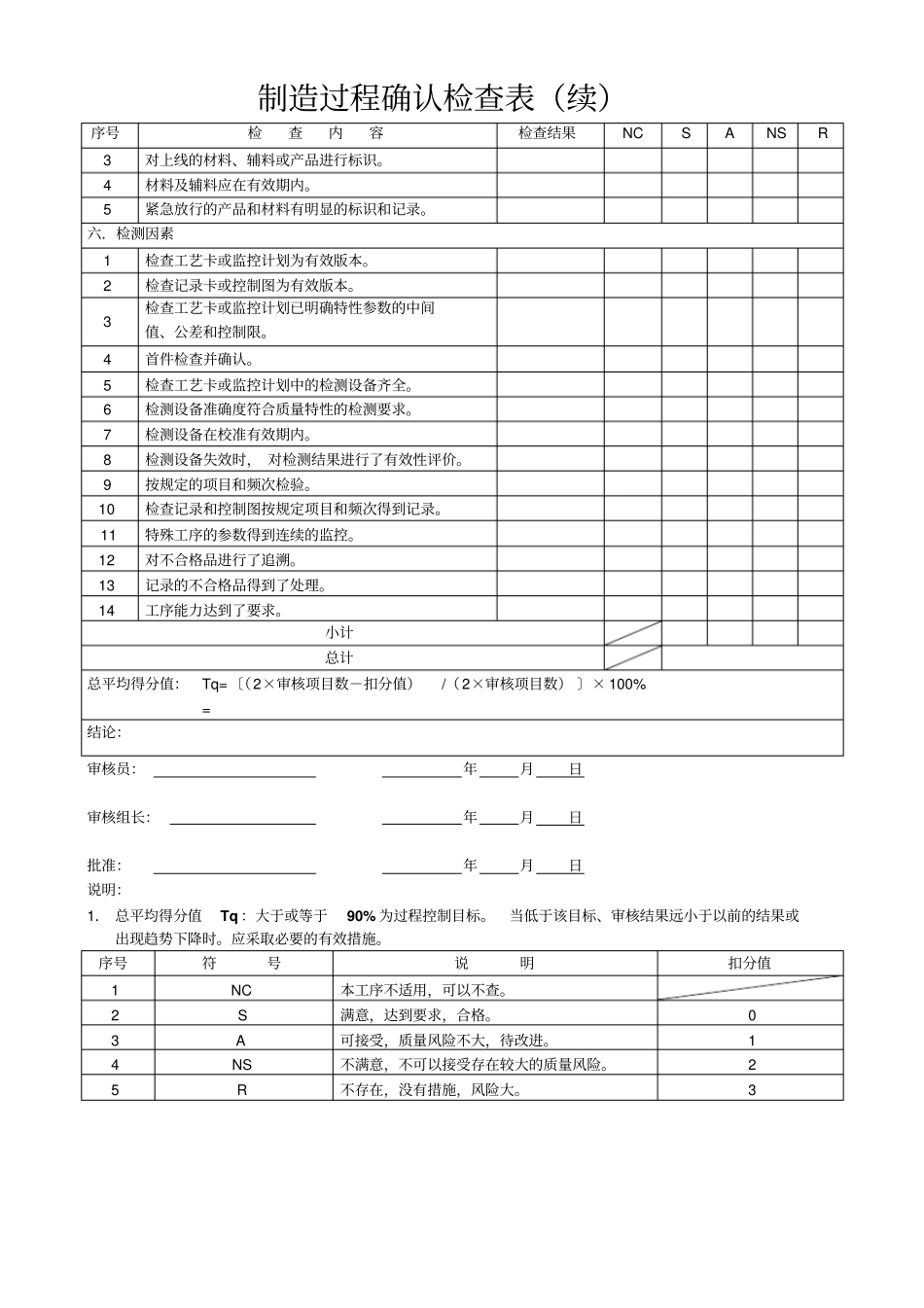
制造过程确认检查表(续)序号检查内容检查结果NC S A NS R 3 对上线的材料、辅料或产品进行标识
4 材料及辅料应在有效期内
5 紧急放行的产品和材料有明显的标识和记录
六.检测因素1 检查工艺卡或监控计划为有效版本
2 检查记录卡或控制图为有效版本
3 检查工艺卡或监控计划已明确特性参数的中间值、公差和控制限