2 加热炉工艺技术操作规程2
1 范围本标准规定了重庆钢铁股份有限公司(下称公司) 热轧板带厂加热炉区的工艺流程、工艺条件及操作注意事项等内容
2 引用标准重钢热轧板带厂生产线生产工艺要求重钢热轧板带厂生产线按炉送钢管理制度重钢热轧板带厂产品质量管理制度板坯加热要求等2
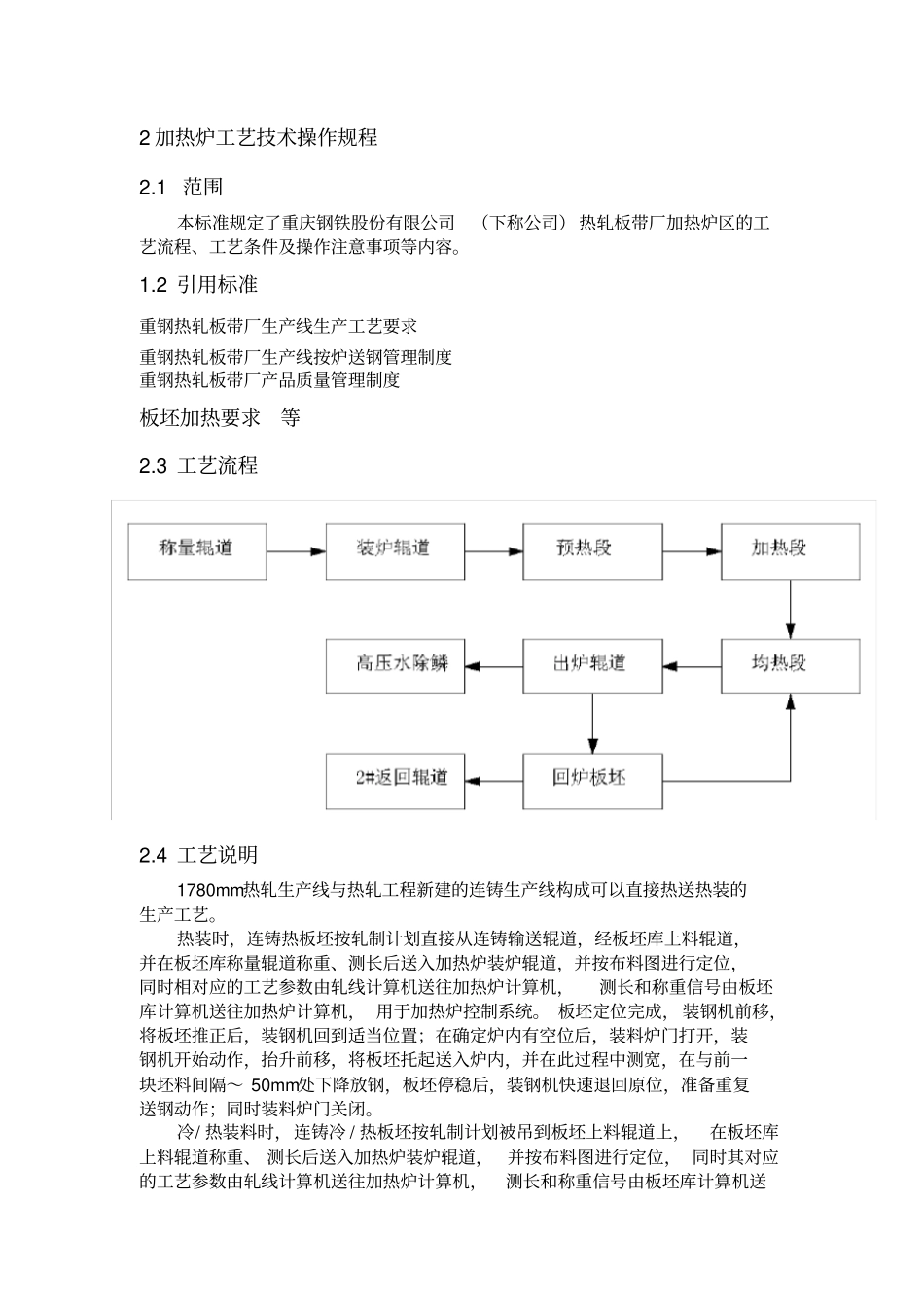
3 工艺流程2
4 工艺说明1780mm 热轧生产线与热轧工程新建的连铸生产线构成可以直接热送热装的生产工艺
热装时,连铸热板坯按轧制计划直接从连铸输送辊道,经板坯库上料辊道,并在板坯库称量辊道称重、测长后送入加热炉装炉辊道,并按布料图进行定位,同时相对应的工艺参数由轧线计算机送往加热炉计算机,测长和称重信号由板坯库计算机送往加热炉计算机, 用于加热炉控制系统
板坯定位完成, 装钢机前移,将板坯推正后,装钢机回到适当位置;在确定炉内有空位后,装料炉门打开,装钢机开始动作,抬升前移,将板坯托起送入炉内,并在此过程中测宽,在与前一块坯料间隔~ 50mm 处下降放钢,板坯停稳后,装钢机快速退回原位,准备重复送钢动作;同时装料炉门关闭
冷/ 热装料时,连铸冷 / 热板坯按轧制计划被吊到板坯上料辊道上,在板坯库上料辊道称重、 测长后送入加热炉装炉辊道,并按布料图进行定位, 同时其对应的工艺参数由轧线计算机送往加热炉计算机,测长和称重信号由板坯库计算机送往加热炉计算机,用于加热炉控制系统
板坯定位完成,装钢机前移,将板坯推正后,装钢机回位;再按上述步骤将板坯装入炉内
装入炉内的板坯通过步进梁的运动从入炉端运送到出炉端
步进梁的运动周期是一个矩形运动轨迹
步进梁运动由水平运动和垂直运动组成
水平运动和垂直运动过程中的速度是变化的,其目的在于保证运动的开始和结束时动作缓和, 防止步进机构产生冲击和震动
步进机构的水平运动是: 通过平移液压缸驱动平移框架, 使其在提升框架的滚轮上作平移运动
此时,提升缸处于静止状态