车身车间又称为焊装车间,生产的是整个汽车零部件的载体——白车身
车身是以钢制结构件构成的整车支撑部件,其制造成本约占汽车总成本的 40%左右,焊接质量优劣对整车质量起着决定性作用
车身通常由 300〜600 个形状复杂的冲压件及标准件,在 70〜100 个工位上以快节奏焊接而成,辅以少量的焊接、胶接和螺接,焊点多达 4000〜6000 个
车身车间机运线规划的重点是将工艺设备、输送设备、通道走廊和设备全生命周期等一系列因素有机协调,得出最佳方案,在满足生产要求的前提下,尽量减少物流搬运量和搬运时间,提高柔性化生产能力
机运线的先进程度直接决定制造水平的高低,目前上汽乘用车结合多个工厂规划实际情况,已经基本实现了以柔性化、多车型混合焊接为目标的高度自动化、机器人取代人工的生产线规划技术,达到了国际先进水平
方案规划机运线的方案规划和车间的工艺流程设计是一个并行的过程,方案规划以特定的工艺流程为前提,同时不同的机运线布局设计又反过来影响工艺流程的设计
上汽某工厂的车身车间采用工艺流程原则来进行布局设计,车身各个零部件按加工工艺顺序流经不同的工位,不仅能够达到特定的高生产节拍,同时可以给生产提供最大限度的制造柔性
在方案规划阶段,需要通过部门交流、历史资料和规划目标等来确定机运线的输入,根据输入因地制宜地规划最适合的方案
输入主要分为两类:第一类是与工艺相关的输入,如产品的变更、节拍要求变化、存储区大小的需求以及车型生产配比调整等;第二类是与国家标准和工厂规范相关的输入,如各类设备的国家标准、整车的通过性、机运技术规范和设备的选型标准等
工艺输入中最典型和常见的是工艺变更以及工艺能力不足提出的需求
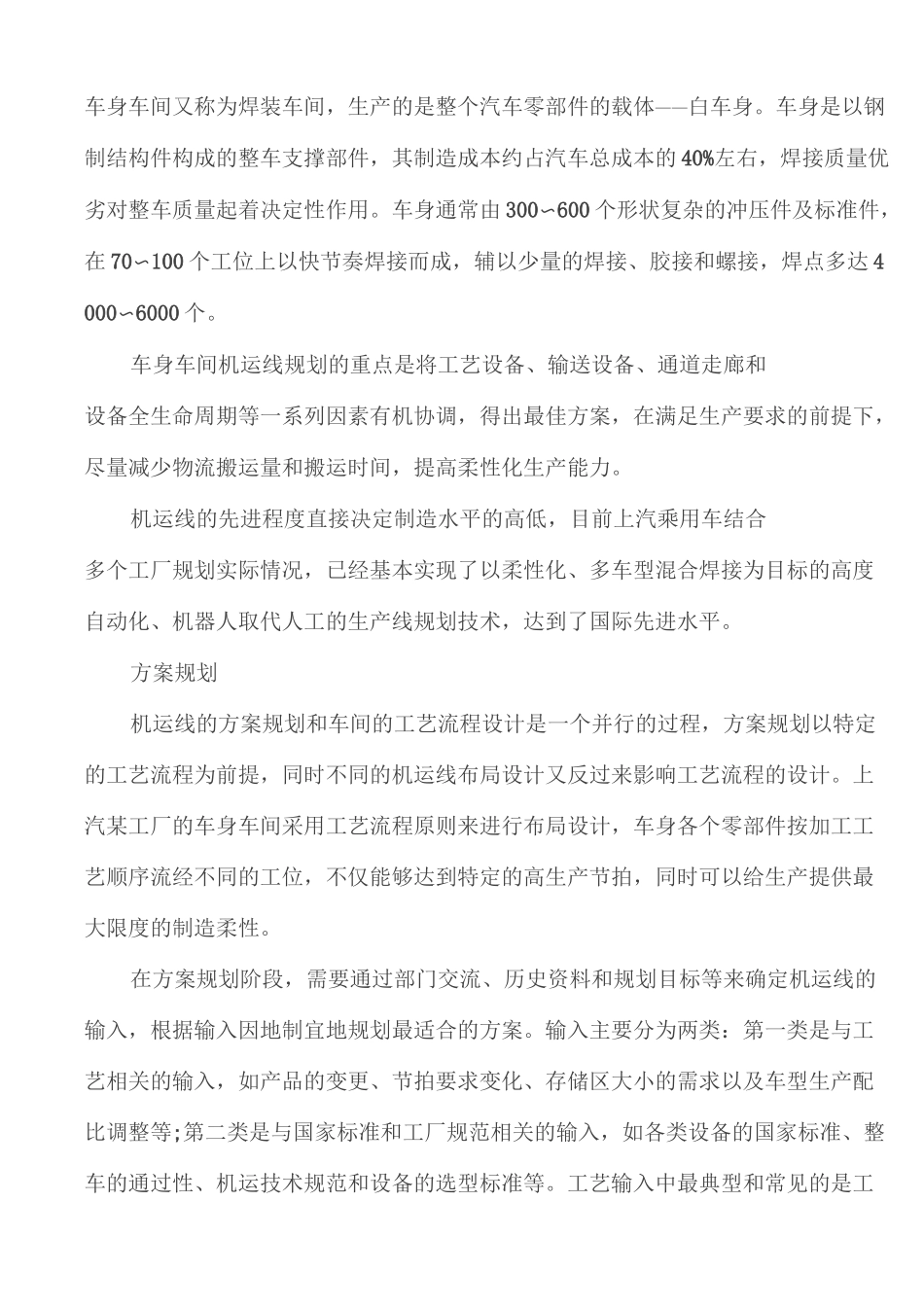
工艺变更提出的需求上汽某车身车间共线生产 A 和 B 两种车型,B 车型侧围分为侧围外板和内板,需要在拼合侧围和车顶板后才能拼合侧围外板,因此 B 车型需要有内总拼和总拼两次总拼;