安徽机电职业技术学院教案首页教学课题第二十六讲 §4
1 挤压成形 §4
2 超塑成形 (2 学时) 教学目的与要求掌握冷挤压成形;了解热挤压成形;了解锌合金模具;了解超塑成形原理和应用
教学重点冷挤压成形 难点超塑成形原理主要教学方法和手段讲授、讨论教具模型、多媒体 主要教学§4
1 挤压成形一、冷挤压成形1.冷挤压方式 2.冷挤压的工艺准备二、热挤压成形1.工艺凸模 2.热挤压工艺 3.后续加工要点§4
2 超塑成形1.超塑成形原理和应用 2.超塑性合金 ZnAl22 性能3.超塑性成形工艺课后作业 安徽机电职业技术学院教案续页 §4 模具工作零件的其它成形方法§4
1 挤压成形一、冷挤压成形(1)原理: 在常温下,将淬硬的工艺凸模压入模坯,使坯料产生塑性变形,以获得与工艺凸模工作表面形状相同的内成形表面
适用范围: 有色金属、低碳钢、中碳钢、部分有一定塑性的工具钢为材料的塑模型腔、压铸模型腔、锻模型腔和粉末冶金模的型腔
(2)特点1)可以加工形状复杂的型腔,尤其适用于加工某些难以进行切削加工的形状复杂的型腔
2)挤压过程简单迅速,产生率高
3)加工精度高,表面粗糙度小
4)冷挤压的型腔,材料纤维未被切断,金属组织更为紧密,型腔强度高
1.冷挤压方式(1)封闭式冷挤压 是将坯料放在冷挤压模套内进行挤压加工,如图 4-1 所示
图 4-1 封闭式冷挤压(2)敞开式冷挤压 在挤压形腔毛坯外面不加模套,如图 4-2 所示
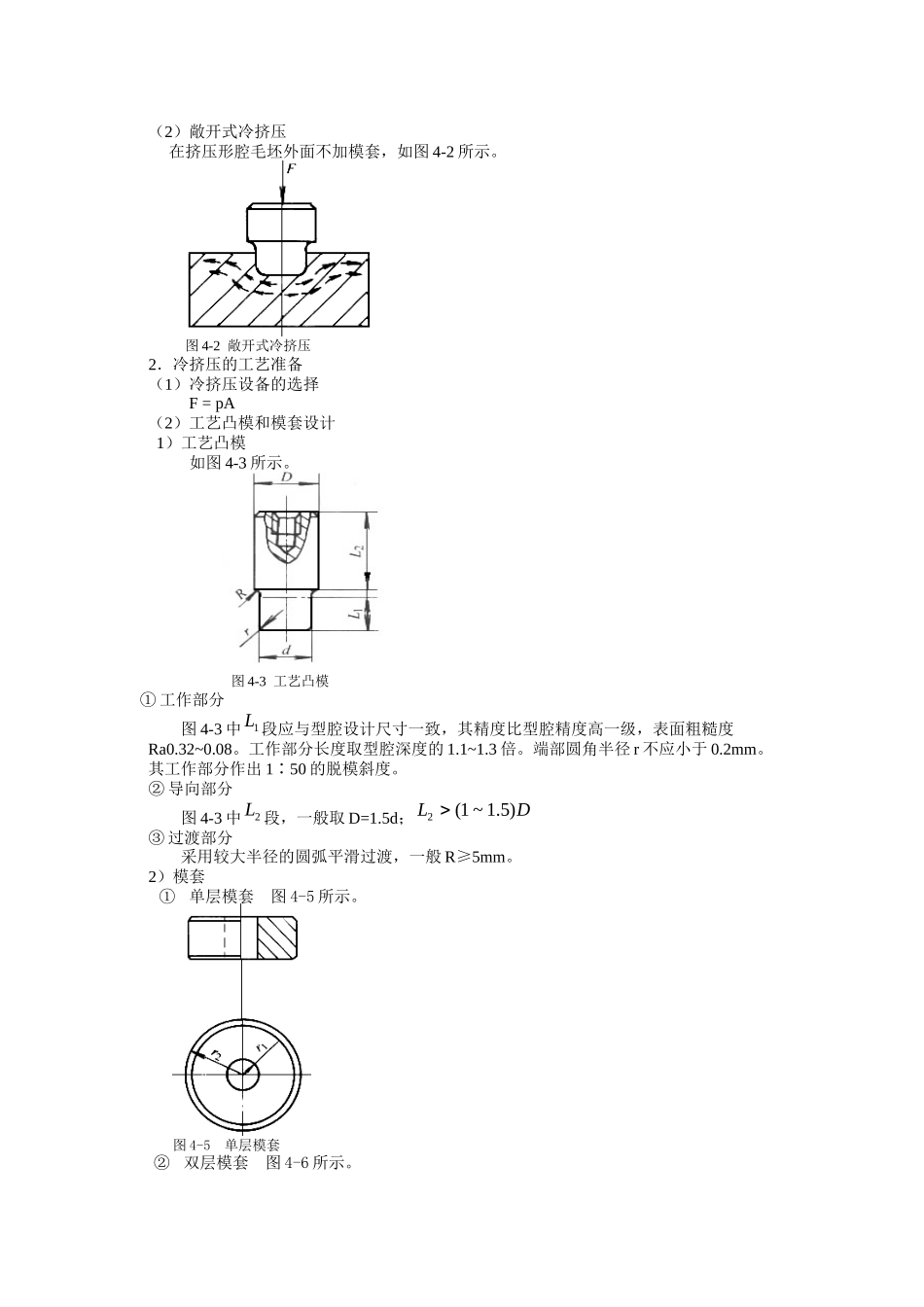
图 4-2 敞开式冷挤压2.冷挤压的工艺准备(1)冷挤压设备的选择 F = pA(2)工艺凸模和模套设计 1)工艺凸模如图 4-3 所示
图 4-3 工艺凸模① 工作部分图 4-3 中段应与型腔设计尺寸一致,其精度比型腔精度高一级,表面粗糙度Ra0
工作部分长度取型腔深度的 1
端部圆角半径 r 不应小于 0