冲床冲压的自动送料装置如何设计内容来源网络,由深圳机械展收集整理
更多冲压加工工艺及设备展示,就在深圳机械展
高精度、高速冲压生产线通常是与开卷校平、自动送料、废料处理等组成加工系统,制桶设备生产厂为了提供成套的自动化设备,必然要开发研制各种类型的附属装置
对常速压力机,用一副模具进行落料或冲孔时,采用普通的送料装置即可满足产品精度要求;而对于高精度、高速压力机,使用普通结构的送料装置就显然不能满足产品的精度要求
机床的精度再高,送料精度上不去,生产出的冲压件仍是废次品
所以送料装置设计及精度问题也很重要
影响送料精度的因素如上所述,对于行程次数在200次/分以下的常速压力机,可采用普通辊轴式送料装置;但对于行程次数为100~2000次/分的高速、高精度压力机,要求送料装置也高速化,当送料速度达30m/min,送料节距达200mm以上时,采用普通的送料装置,送料精度就满足不了要求
要研制高精度的送料机构,必须先了解影响送料精度的因素
送料精度与送料装置的设备、制造、生产工艺、冲压件材料等方面有关
包括机构方案的选择,结构设计的合理性,设计计算误差,误动作计算误差,传动链的长短等;(2)制造
有加工误差、装配误差、传动机构间隙值;(3)工艺
有送料速度、送料稳定性、零件形状变化、零件故障;(4)材料厚度的均匀度,表面光滑度等
尽管影响送料精度的因素是多方面的,但一次送料精度取决于送料速度
送料装置的平均送料速度为送料进距与每分钟送进次数之乘积,压力机工作期间内、送料所占时间往往只占180°曲轴转角,且送料过程中送料速度不是常数,实际送料高速度约为平均速度的三倍,增大送料速度会降低送料精度,这与提高送料精度的途径相违背,所以应研究其它途径
提高送料精度的措施在条料或卷料自动化冲压生产中,采用的送料装置有辊式、钳式、夹持式、钩式等
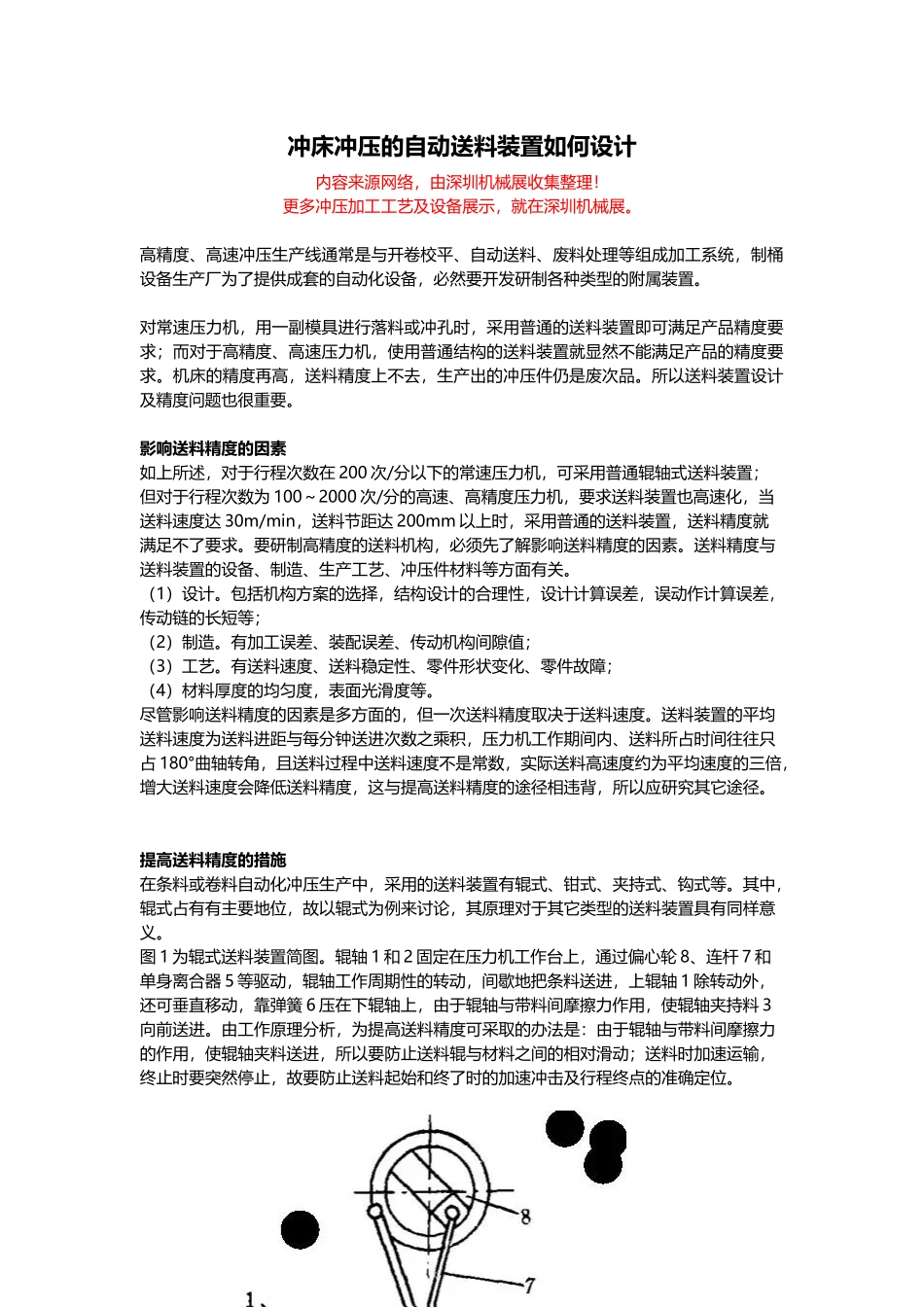
其中,辊式占有有主要地位,故以辊式为