通则1目的为指导生产,规范操作,保证产品一致性、稳定性
2通则要求2
1模具安装使用维护说明2
1将液压机工作台开出,按照模具铭牌或工艺卡上注明的顶杆位置将顶杆放入工作台顶杆孔内
2将模具按照对中标识吊放在工作台面上,且使模具“F”面正对送料操作者
3将工作台复位,用点动和微调方式使滑块逐渐接触模具上底板,用压板螺栓将模具上底板紧固,下底板压板螺栓暂不拧紧
4滑块回程至上死点,取下存放器,取出模腔内上批次留的压模件,仔细检查模具的导向面、凸凹模型面及压料芯型面是否清洁,如有污物必须清理干净
将各种导向面涂抹适量润滑油
滑块上下运动三次导正模具后,下行至工作状态,将模具下底板压板螺栓紧固
5按工艺要求设置工艺参数,然后按规定送料方向将板料或工序件放置于模腔内
并采用“手动”方式试压,确定模具状态、工艺参数等是否符合要求
6在确定模具状态良好、参数正确的前提下,将机床工作方式选择为“半自动”,进行零件试压并检查首件质量状态
若无异常,首件三检合格后即可批量生产
7检查废料滑出畅通无阻并定时清理废料盒中废料,避免过多废料堆积在模具中涨坏模具
8定时检查模具螺钉和销钉是否松动
9定时在导柱、导板表面加注润滑油或润滑脂
10冲压作业完毕,进行末件检验,并将末件与首件对比,确认合格后将模具型面、压料面、刃口、导滑面揩拭干净,清除工作台面上、模具内部以及废料盒内的废料,将末件放于模腔内
11将滑块压力设置为无压状态,放置好模具存放器,滑块下行至模具闭合
卸掉上、下模固定螺栓,滑块上行,将模具调运至模具存放区
注意事项:依照规定的工位地址安装模具并进行生产作业,因特殊情况需要临时变更生产工位时,其机床压力、滑块行程等参数应做相应合理调整
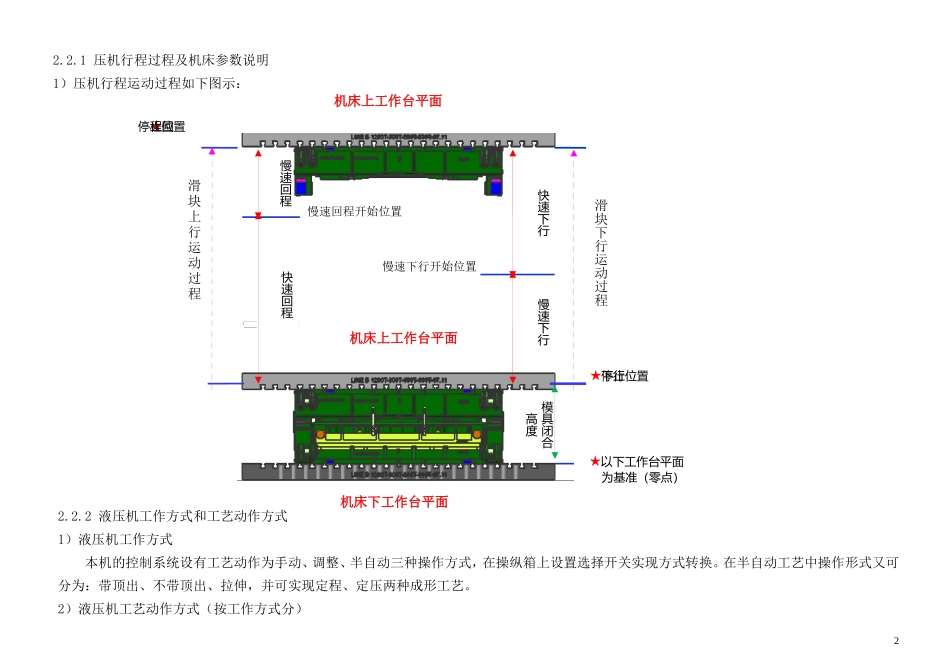
12冲压时注意安全,模具上的红色区域为工作时的危险区域,在冲压